Интернет-курс
по дисциплине
«Операционный менеджмент»
Москва
Содержание
Раздел I. Операционные стратегии
Тема 1. Роль операционного менеджмента в конкурентной
борьбе
Вопрос 1. Основные понятия и определения.
Вопрос 2. Общность и различие между производством и
сферой обслуживания.
Вопрос 3. Тенденции в операционном менеджменте.
Вопрос 4. Операционный менеджмент в организации.
Тема 2. Операционные стратегии
Вопрос 1. Корпоративная стратегия.
Вопрос 2. Маркетинговый анализ.
Вопрос 3. Конкурентные приоритеты.
Вопрос 4. Изменение конкурентных приоритетов.
Вопрос 5. Позиционная стратегия.
Тема 3. Принятие решений в операциях
Вопрос 1. Определение точки безубыточности.
Вопрос 2. Матрица предпочтений.
Вопрос 3. Теория принятия решений.
Раздел II.
Операционные процессы
Вопрос 1. Суть менеджмента процессов.
Вопрос 2. Основные решения для процессов.
Вопрос 3. Менеджмент технологических изменений.
Вопрос 1. Реинжиниринг процессов.
Вопрос 2. Улучшение процессов.
Раздел III.
Менеджмент качества
Вопрос 1. Качество: философия управления.
Вопрос 2. Вовлечение служащих.
Вопрос 3. Непрерывное совершенствование.
Вопрос 4. Потери из-за низкого качества.
Вопрос 5. Улучшение качества через TQM.
Вопрос 1. Статистическое управление производственным процессом.
Вопрос 2. Источники изменений.
Вопрос 4. Статистические методы управления
производственным процессом.
Вопрос 5. Соответствие спецификациям проекта.
Раздел IV.
Стратегические решения в операциях
Тема 8. Менеджмент рабочей силы
Вопрос 1. Организационное реструктурирование.
Вопрос 2. Проектирование работ.
Вопрос 4. Методы измерения работы.
Тема 9. Менеджмент производственных мощностей
Вопрос 1. Планирование производственных мощностей.
Вопрос 2. Систематический подход к выбору
производственной мощности.
Раздел I. Операционные стратегии
Тема 1. Роль операционного менеджмента в
конкурентной борьбе
Цели обучения:
В данном блоке даются
базовые понятия и определения, относящиеся к области операционного менеджмента,
на основе которых будет вестись изложение в последующих главах.
В результате изучения данного блока слушатель будет:
· понимать место операционного менеджмента в процессе
управления деятельностью компании, производящей продукцию или оказывающей
услуги.
· иметь представление об общности и отличиях между
производственными и сервисными организациями.
· знать основные тенденции в операционном менеджменте.
· определять роль операционного менеджмента в структуре
организации и способы его взаимодействия с другими функциональными областями.
· понимать роль операционного менеджмента как оружия в
конкурентной борьбе
Содержание темы:
1. Основные понятия и определения.
2. Общность и различие между
производством и сферой обслуживания.
3. Тенденции в операционном
менеджменте.
4. Операционный менеджмент в
организации.
5. Резюме.
Вопрос
1. Основные понятия и определения.
Что такое “операционный
менеджмент”?
Некоторое время назад
термин “операционный менеджмент” ассоциировался только с производственным
процессом. Однако интенсивный рост экономической важности широкого спектра
непроизводственных отраслей привело к расширению функций операционного
менеджмента. Сегодня термин операционный менеджмент относится к процессу
контроля и управления процессами преобразования исходных материалов в готовую
продукцию и услуги.
Операционный менеджмент как часть
производственной системы.
Как показано на рис. 1,
операционный менеджмент является частью производственной системы.

Рис. 1. Схема операционного менеджмента
Вход включает человеческие
ресурсы (рабочие и управляющие), основные фонды (здания и оборудование),
поставляемые материалы и услуги, землю и энергию. Пронумерованные
прямоугольники изображают операции, через которые могут проходить продукция,
услуги или покупатели в процессе преобразований. Тип преобразований может быть
самым разнообразным. Так, на заводе – это физические или химические воздействия
на исходные материалы в процессе получения готовой продукции, в авиационной
компании – перевозка пассажиров и их багажа, в учебном заведении – обучение
студентов, в больнице – лечение пациентов. Оборудование в каждом случае также
будет различным – обрабатывающий центр, терминал аэропорта, аудитория,
больничная палата.
Пунктирными линиями на
рисунке обозначены два специальных случая входа – от потребителей или клиентов,
а также информация о внешних и внутренних ресурсах. Первый наблюдается в том
случае, когда потребитель не пассивен, а влияет непосредственно на процесс
производства. Примером может служить дискуссия в студенческой аудитории,
которая органически включается в процесс обучения. Информация о внешних и
внутренних ресурсах может включать внутренние отчеты из сферы обслуживания
клиентов и со складов, а также внешнюю информацию о результатах исследования
рынка, решениях правительства и сообщения от поставщиков.
Содержание входа и выхода
изменяется в широких пределах в зависимости от типа рассматриваемой системы.
Например, входом для операций в ювелирном магазине являются - товары, здание магазина, каталоги, продавцы
и покупатели, а выходом – объем продаж. Входом для фабрики джинсовых изделий
служат: джинсовая ткань, оборудование и здание завода, рабочие и управляющие;
выходом – готовые джинсы. Однако процессы, лежащие в глубине производственного процесса,
одинаковы для любых производственных систем.
Вопрос
2. Общность и различие между производством и сферой обслуживания.
С самого начала истории
операционного менеджмента и до середины двадцатого века он фокусировался на
производственных системах, называясь промышленным менеджментом или продукционным
менеджментом. Сегодня менеджеры применяют концепции повышения качества,
производственных мощностей, планирования складского хозяйства, анализа и
конструирования процессов, размещения подразделений и составления
производственного расписания, как для производственных структур, так и для
сферы обслуживания.
Отличия.
Отличия между
производственными и сервисными организациями можно разбить на 8 категорий,
представленных на рис. 2. Однако эти противоположные области представляют собой
два полюса, между которыми располагается множество промежуточных, смешанных
вариантов.

Рис. 2. Континуум характеристик производства и сервиса
Первая категория образована
по критерию физической природы производимого продукта. Результаты производства
физически существуют, а продуктом сервисной организации могут быть идеи,
концепции или информация.
Вторая категория также
касается физической природы производимого продукта. В первом случае продукт
может производиться впрок и сохраняться некоторое время на складе в ожидании
прогнозируемого спроса. В сервисе напротив, продукт производится только под
конкретный, уже существующий спрос.
Третья категория показывает
уровень контакта с потребителем. Большинство потребителей или
очень мало контактирует с производителем продукции, или совсем не имеет
такого контакта. Этот контакт происходит с различного рода перепродавцами.
Однако в сервисных фирмах очень часто потребитель принимает активное участие в
процессе производства продукта.
Время реакции на запрос
потребителя определяет деление по четвертой группе. Для промышленности оно
измеряется в днях или даже неделях, в сервисе – в минутах и часах.
Три следующие категории
базируются на размещении и размерах операций. Производственные системы часто обслуживают региональный, национальный
и интернациональный рынки. Следовательно, они требуют больших объемов
оборудования, больше автоматизации, значительных капитальных затрат, что
отличает эти системы от систем сферы обслуживания.
Последняя категория связана
с возможностью измерения качества производимого продукта, что достаточно легко
в производстве и часто практически невозможно в сервисе.
Сходство.
Несмотря на перечисленные
различия, производственные и сервисные организации имеют и ряд существенных
сходных черт. Каждая организация имеет процессы, которые должны эффективно
конструироваться и управляться. Некоторые типы технологий, вне зависимости от
того, ручные они или компьютеризированные, должны применяться в каждом
процессе. Любая организация пытается повысить качество, производительность и
уменьшить временные задержки при контакте с потребителями. Сервисная
организация, как и производственная, должна принимать решения о
производственных мощностях и размещении оборудования. Каждая организация имеет
дело с поставщиками материалов и услуг, а также проблемами составления
расписания. Соответствие уровней управления и масштабов производства становится
универсальной проблемой. Наконец, не всегда можно четко провести границу между
производственными и сервисными организациями. Покажем это на примере трех
первых пунктов рис. 2.
Производственная
организация не только выпускает продукцию, также как и сервисная организация не
только оказывает услуги. Оба типа организации обычно сочетают и то, и другое.
Потребители ожидают в ресторане хорошей пищи и хорошего обслуживания, а в
магазине - хорошего уровня качества товаров и сервиса.
Несмотря на тот факт, что
сервисные организации чаще всего не имеют хранилищ готовой продукции, они
запасают обеспечивающие работу материалы. Так, например, каждая больница имеет
фонд медикаментов. В США фирмы, занимающиеся оптовой и розничной торговлей,
владеют 44% всех складских помещений. Наконец, фирмы, производящие продукты с
коротким сроком хранения, не складируют их, а сразу отправляют потребителям.
Многие операции в сервисных
фирмах не имеют прямого контакта с потребителем. Ряд банковских операций
проходит без участия клиента, обработка багажа в аэропортах происходит в
недоступной для пассажиров зоне.
Вопрос
3. Тенденции в операционном менеджменте.
Несколько тенденций в
мировой экономике оказывают существенное влияние на операционный менеджмент:
рост доли сферы обслуживания; изменения производительности; глобальная
конкуренция; изменения в уровне качества, затратах времени и технологиях;
непрерывное совершенствование и ряд других моментов.
Рост доли сферы обслуживания.
Как показано на рис. 3,
сферу обслуживания можно разделить на три основные группы:
· Правительственная (местная, региональная,
федеральная).
· Оптовой и розничной торговли.
· Прочие услуги (транспорт,
коммуникации, медицина, банки, страховое обслуживание и т.п.)

Рис. 3. Основные группы сферы обслуживания
С 1955 по 1993 год занятость в сфере обслуживания США
возросла с 60 до 79%, а доля производства составила всего 21%. Те же тенденции
наблюдаются в большинстве промышленно развитых стран мира – Англии, Франции,
Канаде, Японии.
Изменение производительности.
Производительность – это
отношение объема выпуска к объему входных ресурсов. Существует достаточно много
способов измерения этих объемов, большинство из которых приблизительны.
Например, менеджер страховой фирмы может измерять результаты своей работы
числом контрактов, заключенных за неделю. Такая мера отражает производительность
труда, которая показывает производительность одного служащего или
часовую производительность. Подобная мера может быть использована в
организациях, применяющих в основном ручной труд. В других же случаях
необходимо использование многофакторной производительности,
которая вычисляется как отношение объема выпуска к сумме всех использованных
ресурсов. Суммирование возможно только при одинаковых единицах измерения
каждого вида ресурсов, поэтому измерение чаще всего производится в денежных
единицах. На национальном уровне производительность выражается отношением
суммарной стоимости произведенной продукции к числу работающих людей. Этот
показатель – один из основных при определении уровня жизни в стране.
На рис.4 показан рост
производительности в промышленности и сфере обслуживания в США и ряде стран
мира. На диаграмме a) видно замедление скорости роста
производительности в последние три десятилетия. Крайне низкий рост
производительности наблюдалось в сфере обслуживания – менее 0.1%. На диаграмме b) можно увидеть, что у основных торговых партнеров США
возникли те же проблемы. В США производительность возрастала в девяностые годы
в среднем на 1.7%. Производительность же в сфере обслуживания практически не
изменялась, несмотря на то, что миллиарды долларов тратились в ней на
компьютеры и современные офисные технологии. По оценкам экспертов, отдача от
этих вложений будет только в следующем десятилетии.

Рис. 4. Рост производительности труда
Одно из объяснений низкой
производительности в сфере обслуживания – ненадежность статистических данных по
ней. Количественное определение результатов работы по многим позициям
достаточно затруднено (образование, медицина, управленческие структуры).
Глобальная конкуренция.
В сегодняшнее время
производится достаточно много продукции, география комплектующих элементов
которых имеет мировые масштабы. Два десятилетия назад доля
ввозимых товаров и услуг составляла в США не более 5%, а сейчас - 13%. В Японии
импорт вырос с 10% в 1970 году до сегодняшних 14%. В промышленности
американские фирмы конкурируют с фирмами из Азии и Европы. Диаграмма c) показывает стремительный рост производительности в Южной
Корее и Тайване. Развивающиеся страны, такие как Бразилия, Китай, Индия,
Малайзия, Мексика выходят на передовые роли на мировом рынке.
В качестве иллюстрации
можно привести пример роста доли японских автомобилей на американском рынке.
Она последовательно увеличивалась: 0.2% в 1965 году, 20% в 1980 году и 23% в
1994 году. Другой пример – 21% банков на территории США являются иностранными.
На диаграмме d) показано, что, несмотря на отставание в темпах роста,
производительность в США все еще остается самой высокой. Даже в сфере
производства производительность труда в Японии на 20% ниже, чем в Соединенных
Штатах. На мировом рынке на США приходится 37%, на Японию – 32 %, на Европу –
31% от всего объема производства.
Изменение в уровне качества, затрат
времени, технологий.
Еще одна тенденция –
усиление конкуренции на базе применения новых технологий, уменьшения затрат
времени и повышения уровня качества изделий и услуг. С 1970 по 1980 годы
повысились и требования покупателей к их качеству. Фирмы, не уделяющие
достаточно внимания повышению качества продукции, потеряли свои позиции на
рынке.
Много преимуществ дает и
сокращение временных издержек: выполнение заказов раньше, чем у конкурентов;
быстрое внедрение новой продукции и услуг; первое проникновение на новые рынки.
Этот подход широко использует “Хонда”, отражая попытки “Ямахи”
вытеснить ее с позиции лидера мирового рынка по производству мотоциклов.
Стратегия “Хонды” заключается в разработке широкого спектра продукции с такой
скоростью, какую “Ямаха” не может поддерживать. За 18
месяцев “Хонда” ввела 113 моделей (новых или модифицированных прежних).
Внедрение новых технологий
отражается на дизайне новых продуктов и услуг, а также на самом процессе
производства. Многие из них основаны на использовании компьютеров, роботов и
информационных технологий. На эти цели в США ежегодно тратится около 200 млрд.
долларов.
Непрерывное совершенствование.
Под непрерывным
совершенствованием понимается выбор корректных мер оценки деятельности,
получение внутренних и внешних откликов на текущую деятельность, формулировка
целей для дальнейшего совершенствования и вовлечение всех служащих в процесс
изменений.
Для создания творческой,
состязательной атмосферы, некоторые фирмы перестраивают свою структуру,
передавая ответственность за принимаемые решения подразделениям нижнего уровня.
Другие идут еще дальше, создавая группы межфункциональной
координации и разрушая существующие барьеры между некоторыми функциями в
бизнесе. Ряд фирм реорганизуют свою структуру по горизонтальному (или молекулярному)
типу, в котором отдельные группы служащих представляют разные функциональные
области, организованные вокруг каждого участка рынка и соответствующих
процессов. Ориентация на потребителя позволяет лучше учитывать его запросы,
ускорить доставку продукции и повысить эффективность производства. И, наконец,
еще одним направлением совершенствования является реинжиниринг, или радикальная перестройка структуры
производства.
Вопрос
4. Операционный менеджмент в организации.
В этом разделе мы
рассмотрим роль операционного менеджмента в структуре организации и способы его
взаимодействия с другими функциональными областями.
Операционный менеджмент как
функциональная область
На рис. 5 показано, что
операции – это одна из многих функций организации. Большие компании обычно
создают для этой функции отдельное подразделение. Однако многие из показанных
функций пересекаются друг с другом, поэтому их координация важна для достижения
целей организации.

Рис. 5. Операционный менеджмент как функция
Операционное
(или производственное) подразделение
организации обычно отвечает за преобразование входа в готовую продукцию или
услуги. Отдел эккаунтинга (бухгалтерия) собирает, обобщает и
интерпретирует финансовую информацию. Отдел маркетинга
организует заявки на производимую продукцию. Финансовый отдел управляет вложениями капитала компании. Отдел кадров нанимает сотрудников и отвечает
за повышение их квалификации. Транспортный
отдел доставляет исходные материалы (вход) от поставщиков и готовую продукцию
(выход) - потребителям. Инженерный
отдел разрабатывает дизайн готовой продукции или услуг, а также рациональные
способы производства. Конечно, список и конкретные функции структурных
подразделений варьируются в широком спектре в зависимости от самой организации.
Операционные менеджеры в
своей работе применяют разнообразные знания и умения: численный анализ для
решения задач; информационные системы для управления большими массивами данных;
концепции организационного поведения для распределения работ и управления
рабочей силой; методы международного бизнеса для правильного размещения
филиалов, выбора технологий и управления запасами.
Иллюстрируя массовость
применения операционного менеджмента в реальной работе фирм, можно отметить,
что по результатам исследования, проведенного в 1987 году в США, около 45%
менеджеров фирм имели базовую подготовку по операционному менеджменту. Обычно
это вице-президенты, отвечающие за работу инженерных подразделений, складского
хозяйства, гарантийного обслуживания.
Операционный менеджмент как
объединяющий элемент.
Рис. 6. показывает
пересечение функциональной области операционного менеджмента с остальными
областями. Решение, принятое для одной области, влияет на все другие. Очень
часто в организациях создаются искусственные барьеры между отдельными
функциональными подразделениями, работы или задания передаются между ними
последовательно, что существенно снижает скорость и эффективность принимаемых
решений. В таком случае ввод нового межфункционального
подразделения может быть выгоден для организации. Например, для фирмы “Hallmark Cards” этот шаг сократил
время разработки новой продукции на 50%.

Рис. 6. Межфункциональные
взаимодействия
Принятие решений в операциях. Процесс принятия решений – ключевой вид деятельности
менеджера, включая область операционных функций. Он состоит из следующих шагов:
· Формулировка и точная постановка проблемы.
· Сбор информации, необходимой для анализа подходящих
вариантов решения.
· Выбор и реализация решения.
Типы решений, принимаемых
операционным менеджером, можно разделить на три категории: стратегические,
конструкторские и операционные.
Стратегические решения влияют на будущее компании. Например, операционный
менеджер должен помочь ей в выборе приоритетов в конкурентной борьбе;
подсказать, как организовывать ресурсы – вокруг продукции или процессов
производства; какие критерии качества и системы его контроля выбрать.
Конструкторские решения касаются процесса производства. Очень часто такие решения
принимаются на достаточно длительные сроки. Например, операционный менеджер
должен решить, какие будут типы заказов на работу, какое оборудование
потребуется для их выполнения, где это оборудование разместить, как планировать
работу подразделений.
Операционные решения (часто называемые операционной
инфраструктурой) принимаются тогда, когда все оборудование уже установлено.
Операционный менеджер должен определить лучший способ прогнозирования спроса на
продукцию, подходящих поставщиков, тип складского хозяйства, как выровнять
объемы производства за короткие промежутки времени, какие типы продукции и в
каком количестве выпускать, применять ли системы реального времени, приоритеты
потребителей или выполняемых работ, как распределить имеющиеся ресурсы.
Взаимодействие областей решений. Решения, принимаемые операционным менеджером, должны
отражать корпоративную стратегию. Планы, тактика и сами действия над операциями
должны быть взаимосвязаны и поддерживать друг друга. Например, решения для
процессов, качества продукции, производственных мощностей и складского
хозяйства не могут приниматься изолированно друг от друга. Хорошее решение для
отдельной области может оказаться плохим для всей организации.
Стратегия и анализ. Менеджер должен работать со стратегической информацией (видеть общую
картину) так же хорошо, как и с аналитической и тактической информацией. Так
планирование, которое требует детального анализа и многочисленных связанных
между собой решений, может иметь решающее финансовое воздействие на фирму с
миллионным оборотом с риском несвоевременного завершении
строительства электростанции или гостиницы.
Многое в тактическом
планировании зависит от тщательности анализа. К счастью, операционные менеджеры
имеют широкий выбор аналитических методов, от простых типа pencil-and-paper (карандаш и бумага), до
сложных компьютерных. И стратегия и анализ необходимы
и дополняют друг друга.
Межфункциональная координация. Межфункциональная координация необходима для эффективного
операционного менеджмента. Многие из перечисленных ранее областей решений не
уникальны для отдельных подразделений. Например, и маркетинговый, и финансовый
менеджеры должны иметь дело с проблемой качества, процессами производства,
размещения оборудования, подбора персонала. Следовательно, если в операционном
менеджменте внедряются новые способы повышения качества, снижения затрат,
ускорения поставок, другие подразделения тоже могут захотеть применять эти
методы. Управление в этом случае требует общей координации и разрушения межфункциональных границ.
Рассмотрим, как другие
функциональные области взаимодействуют с операциями. Возможно, самая сильная
связь существует с функцией маркетинга, которая определяет потребность в новых
изделиях и услугах и размере спроса на существующие.
Операционные менеджеры для эффективного удовлетворения этого спроса должны
соединить человеческие и финансовые ресурсы. Операционный менеджер должен
рассмотреть расположение существующих подразделений и варианты размещения
новых, причем его проект для сервисных служб должен соответствовать образу,
созданному маркетологом. Маркетолог
формирует заявки для потребителей, которые должны быть согласованы с текущими
возможностями производства. Требования, сформулированные для удовлетворения
спроса, определяют планирование производственных норм и мощностей.
Операционному менеджеру
также необходима информация от бухгалтерии для понимания текущей ситуации.
Финансовые показатели помогают ему оценить стоимость рабочей силы,
прогнозировать доход от внедрения новых технологий и повышения качества
продукции. Бухгалтерский учет может помочь операционному менеджеру
контролировать основные показатели производства в процессе развития методов их
оценки.
В процессе управления
капиталовложениями компании, финансовая функция влияет на выбор вариантов вложений
средств в новые технологии, перепроектирование
технологических схем, увеличение производственных мощностей и управление
запасами. Точно так же функция управления кадрами взаимодействует с операциями
при найме и повышении квалификации рабочих при введении новых процессом и видов
работ. Инженерная функция также может влиять на операции. При проектировании
новых изделий это должно гарантировать отсутствие дорогостоящих спецификаций
или превышение доступных производственных мощностей.
Способы достижения взаимно-функциональной координации. С этой целью может использоваться несколько
подходов. Каждая организация должна выбрать такое их сочетание, чтобы получить
продвижение в необходимом направлении:
· Корпоративная стратегия должна быть задана
руководством как отправная точка, давая каждому подразделению возможность
видеть, что нужно делать, чтобы помогать достижению целей всей организации.
· Организационная структура и иерархия управления может
быть перестроена для улучшения взаимно - функциональной координации. Наличие
ведомственных границ может работать против интеграции, создавая замкнутые фрагменты в структуре
организации. Взаимно - функциональная координация увеличивается, когда
руководство перераспределяет ответственность за принятые решения на нижние уровни
в организации.
· Процесс задания целей и система поощрения могут
повысить межфункциональную координацию. Полезно
создание временных коллективов из специалистов разных профилей для решения
конкретных проблем.
· Совершенствование информационных систем также повышает
уровень координации. Информационное обеспечение должно соответствовать
потребностям каждого функционального менеджера. В то же время доступ к общим
информационным ресурсам помогает согласовывать усилия менеджеров из различных
подразделений и позволяет им принимать решения в соответствии с целями всей
организации. Информационная система обеспечивает исходные данные для принятия
решений, а современные телекоммуникационные системы типа электронной почты и видео-конференций дают возможность
деловых контактов независимо от расстояний и границ.
· Неформальные общение – еще одна возможность улучшения
взаимопонимания специалистов в организации. Общие кафетерии, комнаты отдыха и
социальные программы объединяют служащих также как и общее обучение и программы
развития.
· Подбор служащих – еще один рычаг межфункциональной
координации. Конечно, в первую очередь служащие должны быть компетентны в их
собственных предметных областях.
Оптимальное сочетание
подходов зависит от конкретного типа организации. Некоторые организации
нуждаются в большей координации, чем другие. Наибольшая потребность в ней
возникает, когда функциональные подразделения разобщены (вследствие
организационной структуры или расстояния), организации - большие, много видов
продукции или сервис настроен на конкретных потребителей. То же самое относится
и к организациям, которые имеют непосредственный контакт с клиентами.
Операционный менеджмент как оружие
в конкурентной борьбе.
Деловые и правительственные
лидеры все более и более признают важность вовлечения организаций в целом при
формировании стратегических решений в глобальной конкурентной борьбе. Более 35
лет назад Викхэм Скиннер (Wickham Skinner)
предположил, что система производства может быть либо оружием в конкурентной
борьбе, либо тормозом в развитии. Он выяснил, что очень часто операционные
политики, используемые для управления запасами, составления графиков работы,
прогнозирования производственных мощностей отражают некорректные предположения
о корпоративной стратегии и могут мешать достижению стратегических целей фирмы.
В значительной степени
из-за иностранной конкуренции и стремительного развития новых технологий, фирмы конкурируют не только
в предложении новых товаров и услуг,
творческом маркетинге и квалифицированной финансовой стратегии, но также и в
уникальных достижениях в операциях. Организация, которая может предлагать
высококачественные изделия и услуги по низким ценам, является первым
конкурентом на рынке.
Резюме.
Каждая организация должна
иметь набор функциональных операций для преобразования входов в выходы. Входы
включают человеческие ресурсы (рабочие и менеджеры), здания и оборудование,
расходные материалы и потребляемые услуги, землю и энергию. Выходом являются
произведенная продукция и услуги.
Сервисные
организации, в отличие от производственных, имеют тенденции к выпуску
неосязаемой продукции, которая не может складироваться, более прямому контакту
с потребителями, короткому времени отклика, местным рынкам, минимизации
оборудования, интенсификации производственных операций, трудно определяемому
качеству продукции. Несмотря на
наличие различий между производственными и сервисными организациями, концепции
производительности, качества, управления процессами, организацией работ,
производственными мощностями, размещением оборудования и подразделений,
складским хозяйством, составления графиков работы и использования технологий
применимы и к тем, и к другим.
Существует несколько
тенденций в операционном менеджменте: рост числа занятых в сфере обслуживания;
замедление роста производительности, особенно в сфере обслуживания; усиление
глобальной конкуренции. В погоне за улучшением качества конкуренция базируется
на времени, быстрых технологических изменениях, глобальной конкуренции,
непрерывном процессе улучшения и других важных тенденциях.
Операционные менеджеры
действуют в разных областях. Они играют ключевую роль в расчете
производительности, которая становится главной определяющей национальных
стандартов жизни.
Сфера принятия решений, в
которую вовлекаются операционные менеджеры, включает планирование продукции и
услуг, конкурентных приоритетов, выработку позиционной стратегии, управление
процессами, управление качеством, новыми технологиями, размещение оборудования
и филиалов, менеджмент материалов, планов производства и управления персоналом,
графиков выпуска продукции, управление складским хозяйством.
Области принятия решений в
операциях могут быть связаны. Например, решения по качеству, процессам,
производительности и складированию влияют друг на друга и не могут быть приняты
автономно. Стратегический (долговременное планирование) и тактический анализ
(принятие решений на короткое время) должны дополнять друг друга.
Пирамидальная структура
организации с нисходящим процессом принятия решений заменяется
на систему межфункциональной координации и
взаимопонимания. Чтобы операции были оружием в конкурентной борьбе, они должны
рассматриваться в межфункциональной плоскости. Любой
менеджер в любой области деятельности должен владеть операционным менеджментом.
Тема 2. Операционные стратегии
Цели обучения:
В данном блоке даются
базовые понятия и определения, относящиеся к области операционных стратегий,
используемых в операционном менеджменте.
В результате изучения данного блока слушатель будет:
· понимать связь корпоративной стратегии, маркетингового
анализа, системы приоритетов в конкурентной борьбе и функциональных стратегий;
· иметь представление о сущности корпоративной стратегии
и о стратегических выборах организации;
· понимать концепции рыночной сегментации и оценки
потребностей в процессе маркетингового анализа;
· различать типы конкурентных приоритетов в рыночной
деятельности компании;
· определять роль каждого типа конкурентного приоритета в
управлении производством продукции или оказания услуг;
· иметь представление о взаимодействии конкурентных
приоритетов между собой;
· понимать причины изменения конкурентных приоритетов;
· иметь представление о позиционной стратегии как способе
организации системы операций;
· классифицировать операционные стратегии по способу
организации производства.
Содержание темы
1.
Введение.
2.
Корпоративная стратегия.
3.
Маркетинговый анализ.
4.
Конкурентные приоритеты.
5.
Изменение конкурентных приоритетов.
6.
Позиционная стратегия.
7.
Резюме.
Введение.
Формирование
ориентированной на конечного пользователя операционной стратегии начинается с
процесса, называемого маркетинговым анализом, в процессе
которого определяются категории возможных потребителей продукции, основные
требования к ней, а также возможные конкуренты. Этот анализ имеет дело с
внешней по отношению к организации средой. Затем формулируется корпоративная
стратегия, обеспечивающая создание функциональной структуры организации в
соответствии с ее целями. Зная категории возможных клиентов, разрабатывают систему
приоритетов в конкурентной борьбе,
т.е. ресурсы и силы, которыми фирма должна обладать, чтобы удовлетворить спрос
клиентов на свою продукцию. Эта система приоритетов вместе с
предполагаемыми направлениями развития фирмы, например - глобальными
стратегиями и планом выпуска новых изделий или услуг, являются основой для разработки функциональных стратегий,
или целей и долгосрочных планов в каждой из функциональных областей.
Стратегический план обеспечивает формирование функциональных планов в
соответствии с требованием достижения общих целей.
На рис. 7 показано, как
корпоративная стратегия, маркетинговый анализ, система приоритетов в
конкурентной борьбе и функциональные стратегии связаны между собой.

Рис. 7. Конкурентные приоритеты
Разработка операционной
стратегии включает в себя использование проектных и оперативных решений. При
этом она подразумевает непрерывное межфункциональное
взаимодействие. Например, операциям необходима обратная связь от маркетинга,
чтобы определить, какие мощности следует ввести по каждому виду производимой
продукции, и обратная связь с финансовым подразделением для финансирования
ввода дополнительных мощностей. Далее будет рассмотрена связь между
корпоративной и операционной стратегиями и типы необходимых обратных связей.
Вопрос
1. Корпоративная стратегия.
При любом типе организации
руководство должно планировать ее долгосрочное будущее. Корпоративная стратегия
- план организации, который определяет ее деловую активность, перспективы и
основные цели развития. Она включает в себя и деловую стратегию, как выбор
основных методов и средств конкурентной борьбы. Это может быть производство
стандартизированных изделий или изделий на заказ, либо конкуренции на основе
низких цен или оперативной поставки продукции. Корпоративная стратегия
обеспечивает общее направление, которое служит рамками для выполнения функций
всей организации.
Стратегические выборы.
Руководство формирует
корпоративную стратегию в процессе трех стратегических выборов:
· определение перспектив организации;
· отслеживание изменений во внешнем окружении и
приспособление к ним;
· идентификация и развитие конкурентных преимуществ
организации.
Перспективы. Для определения перспектив фирмы необходимо дать
ответы на следующие вопросы:
· какого рода бизнесом мы занимаемся? К чему мы должны
придти через 10 лет?
· кто наши потребители (или клиенты)?
· каковы наши основные принципы работы?
· какая наша главная цель – получение прибыли, рост фирмы
или доли на рынке?
Понимание перспектив фирмы
помогает менеджерам задумывать и проектировать новые изделия и услуги. Если
перспективы определены слишком широко, фирма может попасть в области, в которых
она не имеет никакого опыта деятельности. Если перспективы определены слишком
узко, фирма может пропустить многообещающие возможности.
Окружающая
среда. Внешняя деловая среда, в
которой фирма действует, изменяется непрерывно, поэтому должен идти непрерывный
процесс приспособления к ней. Адаптация начинается с анализа окружающей среды,
в процессе которого менеджеры контролируют социально-экономические тенденции в
ее пределах, включая промышленность, рынок и общество, для определения
потенциальных возможностей или угроз деятельности фирмы.
Основная причина просмотра
окружающей среды состоит в необходимости сохранения конкурентоспособности.
Конкуренты могут получить преимущество, расширяя производство, улучшая качество
или снижая затраты. Новые участники рынка или конкуренты, предлагающие
альтернативы изделиям фирмы или ее услугам, могут угрожать интересам фирмы.
Другие важные факторы окружающей среды включают в себя экономические тенденции,
технологические и социальные изменения, политические условия, доступность
ресурсов, потребности клиентов и возможности поставщиков. Так социальное и
политическое движения против курения и запреты на курение в общественных местах
вынудили основных производителей сигарет вкладывать средства в другие изделия
или увеличить свое присутствие на тех рынках, где курение все еще социально
приемлемо.
Изменения в окружающей
среде могут заставлять компании пересматривать текущие стратегии. В конце
1980-ых и в начале 1990-ых, деловая активность
проходила в особенно бурной окружающей среде. Для этого исторического периода
характерны медленный рост ряда рынков, более сложная и дорогая технология,
сокращение сроков службы изделий и усиление международной конкуренции.
Некоторые компании сумели адаптироваться к таким изменениям, но многие
потерпели крах.
Конкурентные
преимущества. Одного искусства
управления недостаточно для адекватного реагирования на происходящие в
окружающей среде изменения, необходима еще и корректировка корпоративной стратегии.
Преуспевают те фирмы, которые активно
используют свои сильные стороны в конкурентной борьбе. Конкурентные
преимущества могут быть достигнуты в следующих областях:
· Персонал. Хорошо обученный и обладающий универсальными
навыками персонал - преимущество, которое позволяет организациям отвечать на
потребности рынка соответствующим образом. Это особенно важно в сервисных
организациях, где клиент имеет прямой контакт со служащими.
· Инфраструктура. Хорошее расположение офисов, складских и
производственных помещений - серьезное преимущество, так как подготовка выпуска
новых изделий или услуг может быть выполнено быстро. Кроме того, гибкая
инфраструктура упрощает работу с широким спектром изделий или услуг,
обеспечивая конкурентное преимущество.
· Рыночный и
финансовый опыт работы. Организация,
которая может легко привлекать капитал, рынки и продавать свои изделия, также
имеет конкурентное преимущество.
· Системы и
технологии. Организации с опытом
работы в информационных системах будут передовыми в отраслях промышленности,
которые интенсивно используют информационные ресурсы, например - в банковских
системах. Наличие патентов на новые технологии - также большое преимущество.
Исследование, проведенное
Портером в 1990 году, показало, что компании, ставшие мировыми лидерами,
использовали стратегии, которые основывались на их конкурентных преимуществах. Они достигали этого разработкой новых изделий, внедрением новых
технологий производства, совершенствованием программ обучения, использованием
методов управления качеством и улучшением отношений с поставщиками. Некоторые
новшества были революционными изменениями в стратегии, но многие из них
представляли собой ряд небольших, постепенных изменений. Такие компании всегда
готовы к соответствующим действиям при изменении окружающей среды, как внутри
страны, так и вне нее. Например, шведский автомобильный концерн Volvo ожидал возрастание международного интереса к
безопасности автомобилей и получил конкурентное преимущество, подчеркивая в
рекламных кампаниях свои достижения в этой области. Эта стратегия потребовала
изменений в технологии производства автомобилей. Но такой подход требует
непрерывного движения в выбранном направлении. Теперь же много и других
автомобильных компаний уделяют пристальное внимание повышению безопасности
автомобилей. Конкуренты, в конечном счете, настигнут компанию, которая
остановится в развитии. Например, корейские компании уже достигли уровня
японских в массовом производстве видеотехники, а бразильские - технологий, не
уступающих итальянским в производстве кожаной обуви.
Корпоративные стратегии.
Корпоративная стратегия
может включать покупку иностранных комплектующих или услуг, отражение угроз,
исходящих от внешних конкурентов, или планирование способов проникновения на
иностранные рынки. Один из путей для этого - создание стратегических союзов.
Стратегический союз – это соглашение с другой фирмой, которое может быть в
форме:
· совместных работ;
· совместных предприятий;
· лицензирования технологий.
Совместные работы возникает, когда две организации соглашаются работать вместе к
взаимной выгоде. Такие отношения обычны при работе с поставщиками, хотя
встречаются и нестандартные варианты. Например, фирма Kodak
заключила соглашения с IBM, Businessland, и DEC,
чтобы пользоваться их информационными системами, таким образом, освобождая Kodak от потребности в отделе информационных систем. В
подобных случаях должен быть тщательно определен порядок сохранения
конфиденциальности данных.
В совместном предприятии две фирмы соглашаются совместно производить
изделие или обслуживать клиентов. Такой вариант используется фирмами для
получения доступа к внешним рынкам. Внешняя фирма обычно поставляет технологию
и делится опытом производства изделия или услуги, а местная фирма поставляет
ресурсы для него, включая местных рабочих и умение управлять ими.
Лицензирование технологии - форма стратегического союза, в который одна
компания лицензирует производство или методы обслуживания для другой фирмы.
Лицензии могут использоваться, чтобы получить доступ к внешним рынкам.
Например, 84 процента от всех лазерных принтеров, продаваемых сегодня,
использует технологию печати, лицензированную фирмой Canon
из Японии.
Другой способ выхода на
глобальные рынки состоит в том, чтобы перенести деятельность в другую страну.
Однако следует учитывать, что то, что работает хорошо дома, может не работать
за рубежом. Экономическая и политическая среда или потребности клиентов могут
быть существенно различны. Например, фирма McDonald обнаружила, что привлечение клиентов в Москве –
нелегкое дело после трехкратного повышения цен на продовольствие. Через два
года после открытия первого ресторана число его клиентов понизился от 60,000 в
год до 30,000. Фирма критиковалась за нацеленность на богатых людей, поскольку
цена завтрака приблизилась к минимальному месячному доходу среднего
москвича. Тогда фирма McDonald объявила, что для уменьшения цен рестораны не
будут включать в них 28-процентный налог на добавленную стоимость. А поскольку Макдоналд все еще был должен оплатить налоги по прежней
системе, воздействие этого решения на прибыль было огромно. Опыт Макдоналда демонстрирует, что для успешной зарубежной
деятельности в корпоративной стратегии должна учитываться таможенная и
экономическая ситуация в других странах.
Вопрос
2. Маркетинговый анализ.
Одним из ключей к успеху в
разработке управляемой потребителем операционной стратегии, как для
производственных, так и для сервисных фирм, является понимание того, что хочет
клиент и как это сделать лучше, чем у
конкурентов. Маркетинговый анализ сначала делит клиентов по рыночным сегментам.
Затем формулируются потребности каждого сегмента таким образом, чтобы могла
быть разработана соответствующая система операций. В этом разделе мы рассмотрим
концепции рыночной сегментации и оценки потребностей.
Сегментация рынка.
Сегментация рынка – это процесс идентификации групп клиентов с близкими
характеристиками, чтобы сделать возможным проектирование и выпуск продукции или
услуг, в которых группа нуждается. Если говорить в общем, то для
сегментирования рынка аналитик должен решить, какие черты характерны для каждого сегмента. Только
тогда может быть разработана качественная программа маркетинга и создана
эффективная система операций для поддержки этой программы.
Для сегментации могут быть
использованы следующие характеристики:
· Демографические
факторы. Возраст, доход,
образовательный уровень, основное занятие, место проживания - примеры факторов, которые могут помочь в процессе
сегментирования;
· Психологические
факторы. Факторы типа удовольствия,
опасения, стремления к новизне, скуки. Например, если люди боятся преступлений,
то необходимо дать им возможность купить средства для самозащиты;
· Промышленные
факторы. Потребители могут
использовать определенные виды технологии (электронику, робототехнику или УКВ-связь), использовать некоторые материалы (каучук, нефть
или древесину), или участвовать в специфическом производстве (банковском деле,
здравоохранении или автомобилестроении). Эти факторы применяются для
сегментации рынка, когда потребители используют изделие или сервис фирмы для
производства другого изделия или его продажи.
Одно время менеджеры думали
обо всех клиентах как элементах однородного рынка. Сегодня они понимают, что
два клиента могут использовать то же самое изделие по существенно
разным причинам. Идентификация ключевых факторов в каждом сегменте рынка
- отправная точка для определяемой клиентом стратегии операций.
Оценка потребностей.
На втором шаге анализа
рынка необходимо оценить потребности каждого выделенного сегмента и насколько
хорошо они удовлетворяются конкурентами. После этого фирма может
дифференцировать себя от конкурентов. Оценка потребностей должна включить как
материальные, так и нематериальные признаки или показывает желания клиента. Эти
признаки и желания называются пакетом пользы клиентов (Collier,
1994) и состоят из основного изделия или услуги и набора сопутствующих изделий
или услуг. Этот пакет рассматривается клиентом в целом, а не как отдельные
изделия и услуги. Например, при покупке автомобиля, основное изделие -
автомобиль сам по себе, с его особенностями и качеством. Однако сопутствующие
услуги, играющие часто ключевую роль в том, будет ли куплен автомобиль,
включают стиль работы продавца, варианты оплаты, качество гарантийного
обслуживания. В этом случае пакет пользы клиента - автомобиль плюс
сопутствующие услуги в сервисном центре.
Понимание пакета пользы
клиентов для конкретного сегмента рынка доли позволяет менеджерам найти способы
получить конкурентные преимущества на рынке. Каждый рыночный сегмент имеет
потребности, которые могут быть связаны с изделием или сервисом, процессом, или
атрибутами спроса. Эти потребности можно сгруппировать в следующие категории:
· Потребности
изделия/сервиса - признаки изделия
или сервиса типа цены, качества, степени приспособления к требованиям
потребителя;
· Потребности
системы доставки - признаки процесса
и сопутствующих систем и ресурсов, необходимых для доставки изделие или
сервиса, типа пригодности, удобства, вежливости, безопасности, скорости
доставки;
· Потребности
количества - признаки спроса на
изделие или услугу, типа максимального и минимального количества, степени его
изменения и предсказуемости;
· Другие
потребности - признаки,
непосредственно не касающиеся операций, типа репутации фирмы и ее стаж в
бизнесе, технической послепродажной поддержки, точного и надежного составления
счетов в системах учета, способности вложить капиталы в международные
финансовые рынки, компетентных юридических услуг, способности разрабатывать
новые изделия или услуги.
Любой пакет пользы клиентов
может включать несколько рыночных потребностей. Различие между ними часто
стирается в понимании клиента.
Вопрос
3. Конкурентные приоритеты.
Управляемая потребителем
операционная стратегия отражает ясное понимание долговременных целей
организации и взаимно-функционального взаимодействия между маркетингом и
операциями, чтобы следовать за рыночным спросом и преобразовывать этот спрос в
конкурентные приоритеты.
Анализ рынка показывает его
потребности, которые могут использоваться, чтобы получить конкурентное
преимущество в каждом рыночном сегменте. Переход от этих потребностей к
конкурентным приоритетам в каждом из функциональных подразделений фирмы дает
разный их набор. В этом разделе мы будем рассматривать только те из них,
которые касаются самого изделия или сервиса, системы его доставки и факторов
объема выпуска. Имеются восемь конкурентных приоритетов, которые можно отнести
к четырем группам:
Стоимость:
1. Дешевые операции.
Качество:
1. Качество разработки.
2. Согласованное
качество.
Время:
1. Быстрота поставки.
2. Своевременность поставки.
3. Скорость разработки.
Гибкость:
1. Настройка на
требования потребителя.
2. Гибкость объемов
выпуска.
Стоимость.
Снижение цен может
увеличить спрос на изделия или услуги, но это также уменьшает разницу между
себестоимостью и ценой продажи, если изделие или услуга не может быть
произведена по более низкой стоимости. Чтобы конкурировать на основе стоимости,
операционные менеджеры должны перераспределить рабочую силу, материалы и другие
элементы производственного процесса, влияющие на затраты, с целью снижения
стоимости единицы изделия или услуги. Часто это требует дополнительных
инвестиций на автоматизацию производства.
Качество.
Два конкурентных приоритета
касаются качества. Первый, качество разработки, может включать
качественные параметры, специфичные для данного изделия, точность высшего
уровня, долговечность; полезность, любезность и доступность служащих сервиса;
удобство доступа к точкам технического обслуживания; безопасность изделий или
услуг. Качество разработки определяется уровнем выполнения операций, требуемых
при создании изделия или выполнения услуги.
Второй конкурентный
приоритет качества, согласованное качество, измеряется частотой, с которой изделие
или услуга настраивается на требования клиента. Потребитель вправе ожидать, что
продукция или услуги будут соответствовать их описанию и рекламе. Например,
клиенты литейного завода ожидают, что его продукция удовлетворяет определенным
допускам по размерам. Точно так же клиенты банка ожидают, что банк не будет
делать ошибки при регистрации счетов клиента. Чтобы конкурировать на основе
согласованного качества, менеджеры должны проектировать и контролировать
операции таким образом, чтобы уменьшить число возможных ошибок.
Время.
Три конкурентных приоритета
касаются времени. Первый, быстрота поставки - это время между
получением заказа и его выполнением. Приемлемый срок поставки изменяется в
широких пределах в зависимости от типа продукции или услуги. Фирмы могут
сокращать сроки поставки, накапливая
продукцию на складах или имея избыточные производственные мощности.
Второй временной приоритет,
своевременность
поставки, измеряется частотой
поставки точно в срок. В промышленности ее измеряют процентом выполненных в
срок заказов (нормальным считается значение не ниже 95 процентов). Сервисная
фирма типа универсама могла бы измерять своевременность поставки как процент
клиентов, ждущих в очереди у кассы не более чем три минуты.
Третий временной приоритет,
скорость
разработки, измеряется быстротой разработки новых изделий или услуг,
включая время появления идеи, черновой проект и само производство. Скорость
разработки особенно важна в производстве модной одежды. Фирма Limited, например, может спроектировать новый фасон одежды,
передать проект в Гонконг, произвести этот вид одежды, отправить его назад в Соединенные
Штаты, и поместить на полки склада менее чем за 25 недель.
Гибкость.
Некоторые фирмы дают высший
приоритет двум типам гибкости. Настройка на требования потребителя требует
учета уникальных потребностей каждого клиента с изменением изделий или услуг.
Изделия или услуги, созданные с учетом индивидуальных предпочтений, не имеют
долгой жизни. Настройка на требования потребителя подразумевает, что система
операций должна быть достаточно гибкой, чтобы реагировать на потребности
клиента и изменения в проектах.
Гибкость
объемов выпуска - способность
ускорять или замедлять выпуск продукции достаточно быстро, чтобы реагировать на
значительные колебания в спросе. Время между пиками спроса может измеряться
годами, как это происходит в строительной индустрии или политических кампаниях.
Это могут быть месяцы (лыжный курорт) или даже часы (систематические колебания
в спросе на почте в отделе сортировки и отгрузки).
Чтобы проиллюстрировать
использование конкурентных приоритетов в разных сегментах рынка, рассмотрим
пример работы American Airlines
в двух рыночных сегментах: пассажиры бизнес-класса
и пассажиры экономического класса. Основные услуги в пакетах пользы клиентов
для обоих рыночных сегментов идентичны: транспортировка к месту назначения
клиента. Однако сопутствующие услуги весьма различаются. Оценка потребностей
показала, что в отличие от пассажиров экономического класса, пассажиры бизнес-класса требуют более
удобных мест, лучшей пищи и напитков, более частого обслуживания
бортпроводников и приоритета при посадке и высадке. Кроме того, этот сегмент
характеризует персонифицированное обслуживание (обращение к клиентам по имени),
вежливость и небольшие объемы перевозок. Пассажирам экономического класса
достаточно стандартных услуг, вежливых бортпроводников и низкой цены. Кроме
того, этот рыночный сегмент имеет большие объемы перевозок. Следовательно, мы
можем говорить, что конкурентные приоритеты для сегмента бизнес-класса – качество
разработки, настройка на требования потребителя и своевременность поставки,
а для сегмента экономического класса - дешевые
операции, согласованное качество и своевременность
поставки.
Противоречия между конкурентными
приоритетами.
Можно задаться вопросом,
зачем фирмы должны выбирать среди конкурентоспособных приоритетов? Почему не выбрать
их все сразу во всех областях? В зависимости от ситуации фирмы могут
совершенствоваться по всем направлениям одновременно. Например, в
производственной фирме потери от ошибок в операциях и переделывания дефектных
частей и изделий иногда составляют от 20 до 30 процента к себестоимости
продукции. Сокращая число дефектов и улучшая качество, фирма одновременно может
резко уменьшить затраты, улучшая производительность и уменьшая сроки поставки.
К сожалению, на
определенном этапе дальнейшие усовершенствования в одной области приводят к
ухудшению ситуации в других. Обзор производственных компаний показал, что
усиление ориентации на потребителя или качественная разработка изделия может
привести и к более высоким затратам и, следовательно, более высоким ценам (Wood, 1991). Например, Rolls Royce производят автомобили специальной комплектности и
оформления, делая необходимые надбавки к цене. Однако время поставки
увеличивается в этом случае в шесть раз по сравнению с
обычным из-за процесса ручной сборки. Иногда компромисс между
конкурентными приоритетами просто невозможен, потому
что конкурентоспособный приоритет может быть фиксирован в соответствии с
условиями заказа.
Вопрос
4. Изменение конкурентных приоритетов.
Конкурентные приоритеты для
товаров или услуг изменяются с течением времени. В этом разделе мы рассмотрим
две причины изменения приоритетов: жизненный цикл товаров и услуг и стратегию
вход-выход.
Жизненный цикл товара или услуги.
Фирма, не вводящая
периодически новые виды товаров или услуг, обречена на крах. Продажи и прибыль
по любому товару со временем уменьшается. Это заставляет менеджеров вводить
новые виды товаров и услуг до того момента, когда старые пройдут свой пик.
Жизненный цикл состоит из пяти стадий, который проходит продукт или услуга: планирование
производства товара или услуги; внедрение; рост; зрелость; упадок. На рисунке 8
показан объем продаж и прибыль для каждой из этих стадий. Рассмотрим стадии
жизненного цикла и суть менеджмента товаров или услуг на каждой стадии.

Рис. 8. Стадии жизненного цикла товара или услуги
Планирование производства товара или услуги. На этой стадии генерируются идеи по выпуску нового
товара или услуги, которые затем воплощаются в проект. Продаж пока нет, поэтому
прибыль отрицательна. Операции могут быть использованы для проверки
соответствия технической базы новому товару или услуге. В процессе, называемом комплексное проектирование (или иногда совместное проектирование или интерактивный дизайн),
инженеры-проектировщики, производственные специалисты, маркетологи,
покупатели и специалисты по качеству работают совместно над проектированием
товара или услуги и выбором производственных процессов.
Внедрение.
На стадии внедрения начинаются продажи, а прибыль из
отрицательной становится положительной. Операции продолжают развиваться и
уточняться. Маркетинговая деятельность близка к пиковой.
Объемы продаж далеки от максимальных, прибыль
невысока. Операции применяются для оперативного управления изменением проекта и
объемов выпуска в соответствии с реакцией рынка.
Рост. Стадия
быстрого роста объемов продаж и получаемой прибыли. Главная роль операций –
удовлетворение спроса на товар или услугу. Для нового бизнеса стадия может
представлять определенную сложность.
Зрелость. Высокий
уровень продаж, но прибыль начинает падать. Конкуренты оказывают давление на
цены и ограничивают максимально возможную прибыль. Операции применяются для
удешевления процесса производства и расширения ассортимента выпускаемого товара
или услуги.
Упадок.
Товар или услуга устаревает. Объемы выпуска падают и операции обеспечивают
производство в новых условиях. Из-за падения продаж и прибыли производство
товара или услуги прекращается.
Жизненный цикл существенно
зависит от вида товара или услуги. Менеджмент жизненного цикла заключается в
его сравнении с жизненным циклом предыдущего товара или услуги и попытках его
улучшения.
Стратегии «вход-выход».
Жизненные циклы товара в компании и на производстве могут
существенно отличаться. Например, фирма может решить уйти из определенного
сегмента рынка, а производство может еще годами продолжать выпускать данную
продукцию.
Ранний вход и
поздний выход. Наиболее
естественной стратегией для фирмы является: выйти на рынок в тот момент, когда
товар или услуга впервые внедрены в производство, и остаться там до конца жизненного
цикла. Эта стратегия требует операций перехода от гибкого производства с
небольшими объемами выпуска продукции к производству дешевой продукции в
больших объемах. Это не простой переход, так как он означает проектирование
новой технологии производства.
Ранний вход и
ранний выход. Вторая возможная
стратегия, применяется в основном небольшими инновационными фирмами. Суть ее –
в раннем входе на рынок для получения конкурентных преимуществ и прекращении
выпуска продукции на стадии зрелости при уменьшении получаемой прибыли. В
стратегическом менеджменте операций создается небольшое гибкое производство с малозатратным изменением продукции или услуг.
Поздний вход
и поздний выход. По этой
стратегии фирма ждет, когда другая инновационная фирма введет на рынок новую
продукцию. Если продукция оказывается перспективной в смысле получаемой
прибыли, фирма выходит на рынок с эффективным автоматизированным производством
данного товара. В терминах операций задача состоит в обеспечении низкой
себестоимости и больших объемов выпуска. Маркетинг заключается в более низкой
цене товара по сравнению с конкурентами, что приводит к большим объемам продаж.
Вопрос
5. Позиционная стратегия.
На рис. 9 показано, как
корпоративная стратегия преобразуется в стратегические выборы, проектирование и
операционные решения. В этом разделе мы сфокусируемся на ядре операционной
стратегии: позиционной стратегии.

Рис. 9. Позиционная стратегия
Основываясь на конкурентных
приоритетах для продукции или услуг фирмы, операционный менеджер должен выбрать
позиционную стратегию, которая
определяет, как система операций будет организована. Система, организованная
вокруг процессов производства продукции или услуг, называется процессо-ориентированной стратегией. Система, организованная
вокруг самой продукции или услуг, называется продукто-ориентированной стратегией. Процессо-ориентированная
и продукто-ориентированная стратегии представляют
собой крайние случаи. В действительности гораздо больше смешанных стратегий, в
которых они различным образом комбинируются.
Это фундаментальное
разделений стратегий является основой для всех следующих операционных решений.
Позиционная стратегия не определяет разработку конкретных процессов,
использующих конкретные ресурсы. Скорее она определяет сущность операций, требуемых
для достижения целей организации. Она также помогает проверить соответствие
стиля работы организации сегменту рынка, на который эта организация собирается
выходить.
Фирмы, использующие процессо-ориентированную стратегию, обычно производят
достаточно широкий спектр небольших партий ориентированной на конкретные
требования потребителя продукции или услуг. Разные типы оборудования или
работников группируются для обработки тех видов продукции или услуг, в которых
такая обработка предусмотрена. В этом случае продукция или услуги перемещаются
от одного процесса к другому. Например, в производственной фирме сверлильные и
сварочные машины могут быть размещены вместе. В банке отдельные подразделения
должны осуществлять проверку платежеспособности по счетам и кредитов. Другими
словами, оборудование и служащие должны быть организованы относительно
технологических процессов. Однако выполнение каждого процесса требуется не для
каждого вида продукции или потребителя. Эта ситуация приводит к достаточно
сложной в понимании схеме передвижения продукции или клиента между видами
оборудования, как показано на рис. 10. Продукция или клиенты могут
конкурировать за ресурсы: продукты 1 и 3 конкурируют за ресурс операции A. Отметим также, что продукт 1 обрабатывается по маршруту
A-B-D, продукт 2 –
по маршруту D-E-C, продукт 3 –
по маршруту E-F-A. Когда
компания производит ориентированную на конкретные требования потребителей
мелкосерийную продукцию или услуги, организация ресурсов вокруг подобных
процессов наиболее эффективна, так как закрепление ресурсов за каждым видом
продукции или услуги ведет к дублированию большого количества операций и
значительному простою оборудования.
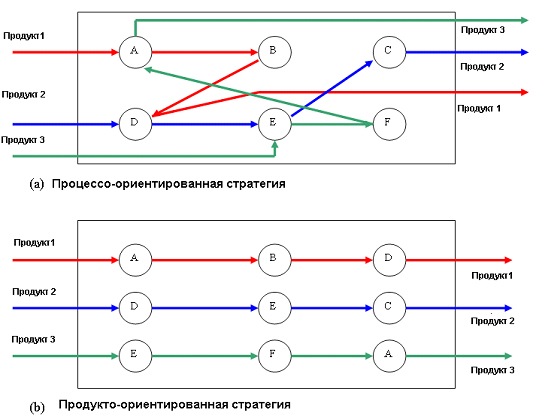
Рис. 10.
Две позиционных стратегии
Единичное производство (job shop) – это
производственная система, ориентированная на выполнение большого количества
небольших работ и конкурирующая на базе гибкости использования ресурсов.
Продукционные потоки в такой системе постоянно перестраиваются, так как каждый
вид продукции требует собственной последовательности ресурсов. В США более 100
тысяч единичных производств выпускают 75 процентов металлических компонент,
используемых в производстве более крупных компаний. Рабочие единичных
производств составляют основную массу «синих воротничков». Процессо-ориентированную
стратегию используют также строительные подрядчики, адвокатские конторы,
архитектурные и медицинские компании.
Другим крайним случаем
является продукто-ориентированная стратегия, при
которой оборудование и рабочая сила организуется вокруг продукции или услуги.
Эта стратегия приспосабливает выпуск большого объема продукции к небольшому
количеству его стандартных разновидностей. Упаковка и комплектование такой
продукции очень часто создает иллюзию ее разнообразности. Например, один и тот
же прохладительный напиток может поставляться в бутылках и банках, а
соответствующее производство должно иметь две линии розлива. Такой тип
производственных систем часто называется поточным
производством, так как технологический процесс имеет линейную структуру.
Эта система дублирует операции, но продукция или услуги не конкурируют за
ограниченные ресурсы. Например, на рис. 10(b) мы видим две операции A (для продукта 1 и продукта 3). Схемы операций для
получения продуктов строго линейны, с последовательностью нескольких операций
для каждого продукта. Чаще всего продукто-ориентированную
стратегию используют рестораны fast-food, сборочные автомобильные производства, мойки
автомобилей, производители электроники.
В поточном производстве
большое количество продукто-ориентированных операций
основано на использовании высоко автоматизированного оборудования. Такое
оборудование может работать круглосуточно, компенсируя свою высокую стоимость.
Континуум стратегий.
Позиционная стратегия фирмы
может различаться как для отдельных производств, так и для разных участков
одного производства в зависимости от выпускаемых видов продукции или услуг.
Более того, большое количество стратегий существует между экстремальными
случаями процессо-ориентированной и продукто-ориентированной стратегий. Этот континуум выборов
представлен на рис. 11 по диагонали от двух экстремальных стратегий.

Рис. 11. Континуум позиционных стратегий
Смешанная стратегия
расположена посередине между процессо- и продукто-ориентированными
стратегиями. Объемы производства продукции или услуг довольно высоки, и система
должна быть способна выполнять несколько заказов одновременно. В производстве,
если спрос возможно предсказать, можно производить
некоторые стандартизованные продукты или компоненты сверх уже полученных заказов.
Схемы производства продолжают изменяться, но среди них появляются доминирующие.
К производителям, использующим данную стратегию, относятся тяжелое
машиностроение, производство одежды, продуктов питания, мастерские ремонта
автомобилей, брокерские фирмы и рекламные агентства.
Хотя для услуг операционный
менеджер может определить подходящий план размещения заказов в соответствии с
объемами обслуживания, он должен также учитывать и степень контакта с
потребителями этих услуг. Когда услуги должны максимально учитывать запросы
потребителей, процессо-ориентированная стратегия
позволяет фирме достигнуть этой цели при наличии высокой степени личного
контакта с потребителями. Это стратегия для парикмахера-модельера, зубного
врача или доктора. Смешанная стратегия лучше всего подходит для ситуаций, когда
есть определенный баланс между личными контактами и скрытой от потребителя
стороной производства. Продукто-ориентированная
стратегия больше подходит для предприятий обслуживания, предлагающих
стандартизованные услуги, большие объемы и минимизирующих
личные контакты с клиентами. Такие предприятия включают главный офис, центры
распространения и фабрики.
Стратегии производства, основанные
на позиционной стратегии.
На позиционной стратегии
основаны три основных производственных стратегии: производство на склад (make-to-stock), сборка по заказам (assemble-to-order) и производство по заказам (make-to-order).
Производство
на склад. Продукто-ориентированные
производственные фирмы склонны использовать стратегию производства на склад,
при которой фирма держат продукцию на складе для немедленной доставки, что
существенно уменьшает затраты времени на нее. Данная стратегия выбирается
потому, что большинство продукто-ориентированных фирм
производят в больших объемах относительно небольшое число стандартизированных
продуктов, для которых они могут достаточно надежно предсказать будущий спрос.
Примерами продукции, выпускаемой с использованием стратегии производства на
склад, являются садовые инструменты, электронные компоненты, прохладительные
напитки, химические вещества.
Термин массовое производство
часто используется для фирм, использующих стратегию производства на склад.
Из-за стабильности условий производства такие фирмы обычно имеют
бюрократическую схему организации, а работники повторяют отлаженные операции.
Конкурентными приоритетами для этих компаний являются гарантированное качество
и низкие цены.
Сборка по
заказам. Стратегия сборки по
заказам применяется для выпуска продукции, имеющей множество вариантов
исполнения при относительно небольшом количестве комплектующих компонент, после
получении заказа на изготовление. Для
этой ситуации подходит смешанная позиционная стратегия, так как большое
количество комплектующих может быть произведено с применением продукто-ориентированной стратегии, а сборка небольших
партий готовой продукции – с применением процессо-ориентированной
стратегии. Для стратегии сборки по заказам характерны следующие конкурентные
приоритеты: учет запросов потребителей и быстрое время доставки. Компоненты
хранятся на складе до получения заказа, а затем конкретная продукция собирается
из необходимых компонентов. Организовывать хранение готовой продукции на складе
экономически невыгодно из-за большого разнообразия видов продукции и
непредсказуемости спроса на нее.
Производство
по заказу. Многие процессо-ориентированные фирмы используют стратегию
производства по заказу для производства продукции по спецификациям заказчика.
Эта стратегия обеспечивает высокую степень учета требований потребителя. Так
как большинство компонентов делаются по конкретному заказу, производственный
процесс должен обладать достаточной гибкостью. Примерами продукции, выпускаемой
с применением данной стратегии, являются специализированное медицинское
оборудование и индивидуальное проектирование жилых домов.
Главным результатом
использования стратегии производства по заказу является массовое удовлетворение
требований потребителя (mass customization), или динамическое создание процессов, необходимых для выпуска
продукции, удовлетворяющей этим требованиям. В идеальном производстве с
массовым удовлетворением требований потребителя работники, процессы и
технологии постоянно перестраиваются в соответствии с изменяющейся системой
этих требований. Менеджеры должны создать систему, в которой ресурсы могут быть
оперативно использованы для выпуска соответствующей продукции. Целью фирм,
работающих по данной стратегии, является низкая стоимость, высокое качество,
соответствие конкретным требованиям потребителя.
Позиционная стратегия и
конкурентные преимущества.
Операционные менеджеры
используют позиционную стратегию для преобразования планов выпуска продукции
или оказания услуг и конкурентных приоритетов в решения в терминах операционных
функций. Таблица 1 показывает, как позиционные стратегии соотносятся с конкурентными
приоритетами.
Таблица 1.
Связь позиционной стратегии с конкурентными
приоритетами
|
Процессо-ориентированная |
Продукто-ориентированная |
|
Ориентированная на
требования потребителя продукция или услуги, небольшие объемы производства. |
Более стандартизованная
продукция или услуги, большие объемы производства. |
|
Короткие жизненные
циклы. |
Длительные
жизненные циклы. |
|
Продукция или
услуги на ранних стадиях жизненного цикла. |
Продукция или
услуги на поздних стадиях жизненного цикла. |
|
В стратегии
вход-выход преобладает ранний выход. |
В стратегии
вход-выход преобладает поздний выход. |
|
Высококачественный
дизайн. |
Постоянное качество. |
|
Больший акцент на
удовлетворении требований потребителя и гибкости в объемах производства. |
Больший акцент на
низкую стоимость. |
|
Большие времена
доставки. |
Короткие времена
доставки. |
В процессо-ориентированных
операциях акцент делается на высококачественный дизайн, удовлетворение
требований потребителя и гибкость объемов производства. Невысокая стоимость
операций и быстрое время доставки являются менее важными конкурентными
приоритетами, хотя они должны учитываться при определении собственного места
фирмы на рынке. Следовательно, процессо-ориентированная
стратегия хорошо сочетается с планами производства или оказания услуг, ставящих
на первое место высокий уровень удовлетворения требований потребителя, короткий
жизненный цикл или ранний выход из него. Продукто-ориентированая
стратегия сочетается с планами производства стандартизованных товаров или услуг
и длительным жизненным циклом. Невысокая стоимость операций, быстрое время
доставки и постоянное качество являются главными конкурентными приоритетами. В
следующей главе мы рассмотрим, как операции помещаются в позиционную стратегию
на практике путем выбора соответствующих процессов.
Резюме.
Корпоративная стратегия
является процессом определения миссии организации, мониторинга изменений в
сфере деятельности и использования конкурентных преимуществ.
Маркетинговый анализ – ключ
к формированию управляемой потребителем операционной стратегии. Сегментация
рынка и определение его потребностей являются методами точного определения
товаров или услуг, пользующихся спросом на рынке.
Управляемая потребителем
операционная стратегия требует преобразования потребностей рынка в конкурентные
приоритеты. Существует восемь приоритетов: низкая стоимость операций,
высококачественный дизайн, постоянное качество, быстрое время доставки,
своевременность доставки, скорость развития, учет требований потребителей,
гибкость объемов производства.
При конкуренции, основанной
на времени, менеджер ищет пути сокращения времени на различных этапах пути
доставки товара или услуги потребителю.
Жизненный цикл состоит из
пяти стадий: планирования выпуска продукции или оказания услуги, внедрения,
роста, зрелости и упадка.
Существует три стратегии
для жизненного цикла товара или услуги: ранний вход и поздний выход, ранний
вход и ранний выход, поздний вход и поздний выход. Каждый из них формулирует
свои требования к производственной системе.
Позиционная стратегия
определяет сущность операций. Интервал выбора стратегии – от процессо-ориентированной до продукто-ориентированной.
Процессо-ориентированная стратегия организует материальные и людские ресурсы
вокруг процессов. Она более всего соответствует небольшим объемам производства,
высокой степени гибкости, универсальному оборудованию, скачкообразным схемам
обработки, интенсивным технологиям труда, низкому уровню использования
оборудования, неформальным взаимоотношениям с поставщиками и потребителями.
Продукто-ориентированная стратегия организует материальные и людские ресурсы
вокруг конкретной продукции, что в результате приводит к последовательным
схемам сборочных потоков. Она подходит для больших объемов производства и
стандартизованной продукции.
Тема 3. Принятие решений в операциях
Цели обучения:
В данном блоке даются
инструментарий, используемый в процессе принятия решений в операционном
менеджменте.
В результате изучения данного блока слушатель будет:
· вычислять значение точки безубыточности для продукции
или услуг;
· вычислять значение точки безубыточности для процессов;
· составлять и использовать матрицу предпочтений для
взвешивания возможных альтернатив в соответствии с несколькими критериями
выбора;
· применять теорию принятия решений, в том числе и в условиях
неопределенности и риска;
· определять значение точности информации;
· составлять деревья решений и применять их к решению
широкого спектра задач операционного менеджмента, таких как планирование
производства продукции, мощности и размещения производства.
Содержание темы
1.
Введение.
2.
Определение точки безубыточности.
3.
Матрица предпочтений.
4.
Теория принятия решений.
5.
Деревья решений.
6.
Резюме.
Введение.
Операционные менеджеры в
процессе принятия различных решений должны выполнить множество выборов. Хотя
каждая ситуация принятия решения имеет свою специфику, процесс принятия решения
обычно заключается в выполнении одних и тех же базовых шагов:
распознание и четкая
постановка проблемы;
сбор информации,
необходимой для анализа возможных альтернатив;
выбор наиболее подходящей
альтернативы.
Иногда для принятия решения
достаточно хорошо подумать в тихой комнате. Но достаточно часто требуется
применение какой-либо формализованной процедуры. Чаще всего применяются
следующие процедуры:
· определение точки безубыточности помогает операционному менеджеру вычислить, насколько
большое изменение объемов выпуска или спроса на продукцию должно быть, чтобы
вторая альтернатива стала выгоднее, чем первая;
· матрица предпочтений помогает операционному менеджеру работать с большим
количеством критериев выбора, которые не могут быть приведены к какой-то общей
мере, например, к доходу или цене;
· теория принятия решений помогает операционному менеджеру в принятии решений в
условиях неопределенности;
· дерево решений используется при наличии связи последовательно принимаемых решений, то
есть когда решение, принятое сегодня, влияет на принятие решения завтра.
Вопрос
1. Определение точки безубыточности.
Точка безубыточности
соответствует такому уровню производства или спроса, при котором суммарный
доход равен суммарным затратам. Определение точки безубыточности может также
применяться для выяснения условий, при которых два
разных процесса имеют одинаковые затраты.
Вычисление точки безубыточности для
продукции или услуги.
Первое, что мы должны в
этом случае подсчитать – размер потенциального дохода от новой или существующей
продукции или услуги. Эта техника помогает операционному менеджеру ответить на
вопросы следующего типа:
· достаточно ли прогнозируемого уровня продаж для
достижения точки безубыточности?
· насколько низкой должна быть переменная составляющая
стоимости продукта или услуги при заданной цене продажи и известном прогнозе
объемов сбыта?
· насколько низкими могут быть фиксированные затраты на
производство продукта для безубыточной работы?
· как уровни цен влияют на положение точки
безубыточности?
Определение точки
безубыточности основано на предположении, что все затраты, касающиеся
конкретной продукции или услуги, могут быть отнесены к одной из двух категорий:
переменные и фиксированные.
Переменная составляющая
затрат c является частью общих
затрат, напрямую зависящей от объемов выпуска продукции: стоимость материалов
на единицу продукции, затраты на рабочую силу, некоторая часть накладных
расходов. Если обозначить через Q
количество произведенной и проданной за год продукции, то суммарная переменная
составляющая затрат будет равна cQ. Фиксированные затраты F – это часть общих затрат, которая остается неизменной
независимо от изменения уровня выпуска продукции: годовая стоимость аренды или
покупки нового оборудования или зданий (включая амортизацию, проценты, налоги,
страховку), зарплата работников, коммунальные услуги, реклама. Следовательно,
общие затраты на производства товара или оказание услуги равны сумме их
фиксированной и переменной составляющей:
Общие затраты = F + cQ
Переменная часть затрат на
единицу продукции предполагается неизменной и не зависящей от значения Q, поэтому общие затраты являются линейной функцией.
Предположим, что вся произведенная продукция успешно продана, тогда общий годовой
доход равен доходу от продажи одного изделия p, умноженному на их количество:
Общий доход = pQ
Если мы приравняем общий
доход общим затратам, мы сможем вычислить значение точки безубыточности:
pQ = F + cQ
(p-c)Q = F
Q = F/(p-c)
Мы также можем найти
значение точки безубыточности графически. Так как обе части уравнения линейны,
значение точки безубыточности находится на пересечении соответствующих линий.
Пример.
Больница рассматривает
введение новой процедуры, предлагаемой пациентам по 200 долларов. Фиксированные
затраты в год составят 100 000 долларов, а переменные – по 100 долларов на
пациента. Какова точка безубыточности для этой услуги? Используйте
алгебраический и графический методы решения.
Решение:
По приведенной ранее
формуле получаем:
Q = F/(p-c) = 100 000/(200 – 100) = 1000 пациентов
Для графического решения
построим две линии – для затрат и для дохода. Положение линии может быть
определено двумя точками, поэтому мы начнем с вычисления затрат и дохода для
двух различных уровней оказания услуги. В таблице 2 показаны результаты для Q = 0 и Q = 2000.
Мы выбрали ноль в качестве первого значения для удобства рисования, но в
принципе возможен выбор любых значений.
Таблица 2.
|
Число пациентов |
Общие затраты |
Общий доход |
|
0 |
100 000 |
0 |
|
2000 |
300 000 |
400 000 |
Теперь мы можем нарисовать
линию затрат через точки (0, 100 000) и (2000, 300 000). Линия доходов проходит
через точки (0, 0) и (2000, 400 000). Как показано на рисунке 12, обе линии
пересекаются для 1000 пациентов, что и является значением точки безубыточности.
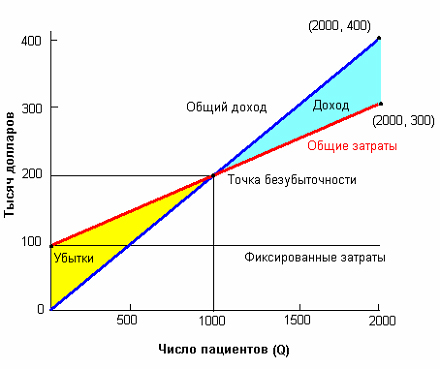
Рис. 12. Графическое определение точки безубыточности
Определение значения точки
безубыточности не дает окончательного ответа на вопрос о вводе новой продукции
или услуги. Эта техника лишь показывает, что можно ожидать для различных вариантов
прогноза цен и объемов продажи. Для ответа на большое количество вопросов типа
«А что будет, если …» можно использовать подход, называемый анализом
чувствительности, который систематически изменяет параметры модели для
определения эффекта таких изменений. Кроме того, возможно применение методов
линейного программирования. Сейчас мы оценим чувствительность общего дохода к
различным ценовым стратегиям, прогнозам объема продаж или установлению затрат.
Пример.
Если самый пессимистический
прогноз объема продаж вводимой услуги был 1500 пациентов, то какова будет
чистая прибыль?
Решение:
График показывает, что даже
пессимистический прогноз лежит выше точки безубыточности, что внушает
определенный оптимизм. Чистый доход можно вычислить, вычтя общие затраты из
общего дохода:
PQ – (F + cQ)
= 200(1500) – [100 000 + 100(1500)] = 50 000
Вычисление точки безубыточности для
процессов.
Часто приходится выбирать
между двумя процессами или между внутренним процессом и покупкой услуги или
материалов со стороны. В таких случаях мы предполагаем, что решение не должно
затронуть доходы. Операционный менеджер должен изучить все достоинства и
недостатки каждого варианта. Вместо нахождения значения, при котором общие
затраты равны общим доходам, аналитик находит значение, при котором стоимость
решения «купить» равна стоимости решения «производить». Пусть Fb - фиксированные затраты (в год) для решения о
покупке, Fm - фиксированные затраты
(в год) для решения о производстве, cb – переменная составляющая затрат (на единицу продукции) для решения о
покупке, cm - –
переменная составляющая затрат (на единицу продукции) для решения о
производстве. Тогда общие затраты решения о покупке равны Fb + cbQ, а общие затраты на решение о производстве равны Fm + cmQ. Для определения значения точки безубыточности
приравняем обе функции и найдем значение Q:
Fb + cbQ = Fm + cmQ
Q = (Fm – Fb)/( cb
– cm)
Вариант производства должен
рассматриваться (без учета влияния качественных факторов) только если его
переменная составляющая затрат ниже, чем для решения о покупке. Это следует из
того факта, что фиксированные затраты на производство продукции или услуги
обычно выше фиксированных затрат на покупку. С учетом этого обстоятельства,
вариант покупки лучше, если объемы производства меньше значения точки
безубыточности. После этого значения вариант производства становится выгоднее.
Пример.
Менеджер ресторана fast-food
разнообразит гамбургеры добавлением в меню салатов. Предлагается два варианта с
одинаковой стоимостью для посетителя. Вариант собственного производства
заключается в работе отдельной стойки с компонентами салата: овощами, фруктами
и заправками к ним. Клиенту дается возможность самому составить салат. Салатную
стойку надо арендовать и обслуживать персоналом с неполным рабочим днем. Менеджер
рассчитал фиксированные затраты в размере 12 000 долларов, а переменные – 1.5
доллара на салат. Вариант покупки заключается в предоставлении клиенту заранее
приготовленных салатов. Они могут быть закуплены у местного поставщика по 2
доллара за салат. Приготовленные салаты требуют некоторой предварительной
подготовки и дополнительного места в холодильниках, что обойдется в 2 400
долларов в год. Менеджер ожидает уровня продаж 25 000 салатов в год.
Каково значение точки
безубыточности?
Решение:
Применяем соответствующую
формулу:
Q = (Fm – Fb)/( cb
– cm) = (12
000 – 2 400)/(2 – 1.5) = 19 200 салатов
Так как прогноз объема
продаж (25 000) превышает значение точки безубыточности (19 200), то
предпочтительнее вариант производства. Вариант покупки будет выгоден только в
случае прогноза ниже 19 200 салатов в год.
Вопрос
2. Матрица предпочтений.
Решения часто должны
приниматься в условиях множества критериев, значения которых не могут быть
сведены к общей единице измерения. Например, менеджер, решающий, в каком из
двух городов размещать новый завод, должен принять во внимание такие не
поддающиеся точному измерению факторы, как условия жизни, отношение рабочих к
работе и даже количество транслируемых программ по телевидению. Эти факторы
должны быть обязательно учтены. Матрица предпочтений является
таблицей, которая позволяет менеджеру взвесить возможные альтернативы в
соответствии с несколькими критериями выбора. Для критериев может
использоваться любая шкала, например, от 1 до 100, или от 0 до 1. Ее длина
должна удовлетворять всем рассматриваемым альтернативам. При взвешивании
альтернатив учитывается их важность, а суммарная оценка получается сложением
всех оценок по критериям. Менеджер может сравнить полученные оценки либо между
собой, либо с заданной нижней границей.
Пример.
Таблица 3 показывает
критерии выбора, веса и оценки (1 – наихудшая, 10 – наилучшая) для новой
продукции: кондиционера системы отопления.
Таблица 3.
|
Критерии выбора |
Вес (A) |
Оценки (B) |
Взвешенные оценки (AxB) |
|
Потенциал рынка |
30 |
8 |
240 |
|
Границы дохода |
20 |
10 |
200 |
|
Совместимость операций |
20 |
6 |
120 |
|
Конкурентное преимущество |
15 |
10 |
150 |
|
Требование инвестиций |
10 |
2 |
20 |
|
Степень риска |
5 |
4 |
20 |
|
Взвешенные оценки |
750 |
||
Если руководство хочет
ввести только один новый продукт, и суммарная оценка для такого типа продукции
равна 800, должна ли фирма начать это новое производство?
Решение:
Так как сумма взвешенных
оценок равна 750, что меньше суммарной оценки для такого типа продукции, то
вводить в производство данную продукцию нет смысла.
Не все менеджеры считают
использование матриц предпочтений достаточно удобным. Оно требует от менеджера
установки весов критериев до исследования альтернатив, хотя правильные веса не
могут быть назначены легко и очевидно. Возможно, только после просмотра оценок
нескольких альтернатив менеджер сможет решить, что является важным, а что нет.
Так как низкий вес одного критерия может быть компенсирован высоким весом
другого, использование матрицы предпочтений может привести менеджеров к игнорированию важных моментов. В предыдущем примере
объем инвестиций может превышать возможности фирмы. В этом случае менеджер не
должен даже начинать рассмотрение вариантов ввода новой продукции.
Вопрос
3. Теория принятия решений.
Теория принятия решений
является общим подходом к процессу принятия решений, когда результаты связаны с
выбором альтернативных вариантов и часто в условиях неопределенности. Эта
теория помогает операционным менеджерам принимать решения для процессов,
мощности, размещения оборудования и складов, так как эти решения связаны с
неопределенностями в будущем. Теория принятия решений также может быть
использована менеджерами в других функциональных областях. С использованием
данного подхода менеджер делает выбор, используя следующие процессы:
· Составление списка возможных альтернатив.
Одна из альтернатив должна быть в роли базовой и соответствовать решению ничего
не делать. Основное предположение заключается в том, что число альтернатив
конечно. Например, при выборе места расположения нового магазина в городе
менеджер теоретически должен рассмотреть каждую клетку карты города.
Практически же он ограничится только теми местами, которые реально подходят для
расположения магазина.
· Составление списка событий (иногда
называемых случайными событиями или природными состояниями),
которые действуют на результат выбора, но не управляются менеджером. Например,
спрос на услуги нового магазина может быть низким или высоким не только в
зависимости от удобства его расположения для покупателей, но и быть результатом
уровня конкуренции или общих тенденций в продажах. Затем события группируются в
категории. Например, предположим, что среднее количество продаж в день должно
быть в любом случае в пределах от 1 до 500. Вместо рассмотрения 500 вариантов
числа продаж менеджер может рассматривать только три события – до 100 продаж в
день, до 300 продаж в день, до 500 продаж в день. События в категориях должны
быть взаимоисключающими и исчерпывающими, то есть не должны пересекаться и
должны охватывать весь спектр событий.
· Вычисление платы за каждый вариант каждого
события. Обычно в роли платы выступает либо общий доход, либо общие затраты.
Полученные результаты заносятся в таблицу плат, которая
показывает конкретные значения для каждого варианта каждого события. Для трех
вариантов четырех событий таблица будет содержать 12 элементов (3х4). При
наличии множества критериев с важными числовыми характеристиками в качестве платы применяются взвешенные
оценки, полученные с помощью матрицы предпочтений.
· Вычисление возможности каждого события с
использованием прошлых данных, мнение специалистов или другие методы
прогнозирования. Вычисляя возможность как вероятность, не
забывайте, что сумма всех вероятностей должна быть равна единице. Используйте
вычисление вероятностей по прошлым событиям, если эти события считаются хорошим
показателем будущего развития.
· Выбор правила принятия решения при
анализе альтернатив, такого, например, как выбор альтернативы с наименьшими
ожидаемыми затратами. Выбор правила зависит от количества информации о
вероятности событий, имеющейся у менеджера, и отношения его к степени будущего
риска.
Используя эти процессы, мы
можем исследовать возможные решения в трех различных ситуациях: определенности,
неопределенности и риска.
Принятие решений в условиях
определенности.
Простейшей ситуацией
является случай, когда менеджер заранее знает, какие события произойдут. Здесь
правилом принятия решения будет выбор той альтернативы, которая дает наилучшие
результаты для данного события. Лучшей альтернативой будет та, для которой
плата, если она измеряется в терминах дохода, максимальна.
Пример.
Менеджер должен решить,
какое оборудование вводить в строй – малой или большой мощности. Многое зависит
от будущего спроса, который это оборудование должно удовлетворять. Менеджер
точно знает плату за выбор каждой альтернативы (таблица 4). Плата выражена в
тысячах долларов.
Таблица 4.
|
Альтернативы |
Возможный спрос |
|
|
Низкий |
Высокий |
|
|
Оборудование малой мощности |
200 |
270 |
|
Оборудование большой мощности |
160 |
800 |
|
Ничего не делать |
0 |
0 |
Каким должен быть выбор,
если будущий спрос буден низким?
Решение:
В этом примере лучшим
выбором является тот, который для данной альтернативы соответствует
максимальному значению платы в таблице. Если менеджер знает, что будущий спрос
будет низким, то компания должна вводить в строй оборудование небольшой
мощности и удовлетворится доходом в 200 000 долларов. Ввод более мощного
оборудования снизит эти показатели до 160 000 долларов. Вариант «ничего не
делать» должен быть отброшен, так как он ни при каких условиях не обеспечивает
лучших результатов.
Принятие решений в условиях
неопределенности.
В этом случае мы
предполагаем, что менеджер может составить список возможных событий, но не
может подсчитать их вероятность. Это может явиться результатом недостатка опыта
деятельности в подобной ситуации. Менеджер может воспользоваться одним из
четырех возможных правил принятия решений:
· Правило максимина. Выбор лучшей из худших альтернатив. Это правило для пессимистов.
· Правило максимакса. Выбор лучшей из лучших альтернатив. Это правило для оптимиста.
· Правило Лапласа. Выбор альтернативы с лучшим значением взвешенной платы.
Для нахождения взвешенной платы задают равную важность (или, возможно, равную
вероятность) каждому событию. Если число событий n, то важность (или вероятность) каждого из них будет
равна 1/n, что в
сумме обеспечит значение единицы. Это правило для реалистов.
· Правило минимакса потерь. Выбор альтернативы с минимальным значением
максимальных потерь. Вычисляется таблица потерь, где строки соответствуют
альтернативам, а столбцы – событиям. Потери равны разнице между данной платой и
лучшей платой в этом же столбце. Для события это показывает величину потерь от
выбора данной альтернативы по сравнению с лучшей для этого события. В
зависимости от конкретной ситуации потери могут выражаться или в снижении
дохода, или в повышении затрат.
Пример.
Рассмотрим матрицу плат из
предыдущего примера. Какова лучшая альтернатива при использовании каждого
правила принятия решений?
Решение:
Правило максимина. Наихудшим значением платы для каждой альтернативы
является минимальное число в соответствующей строке матрицы, так как платой
является доход. Наихудшими платами (в тысячах долларов)
являются значение 200 для оборудования малой мощности и 160 – для оборудования
большой мощности. Лучшим из этих вариантов является тот, который соответствует
значению 200 как максимальному из двух. Следовательно, пессимист будет вводить
в строй оборудование малой мощности.
Правило максимакса.
Лучшей платой для альтернативы является максимальная в
соответствующей строке. Получаем 270 для оборудования малой мощности и 800 для
оборудования большой мощности. Максимальным из двух значений является 800.
Следовательно, оптимист будет вводить в строй оборудование большой мощности.
Правило Лапласа. Так как событий всего два, то их равновероятность
равна 0.5. следовательно, для оборудования малой
мощности получаем:
0.5(200) + 0.5(270) =
235
Для оборудования большой
мощности получаем:
0.5(160) + 0.5(800) =
480
Лучшим из двух значений
является 480. Следовательно, реалист будет вводить в строй оборудование большой
мощности.
Правило минимакса
потерь. Если спрос снизится,
лучшей альтернативой будет оборудование малой мощности и потери в этом случае
нулевые (200 – 200 = 0). Для оборудования большой мощности потери в этом случае
составят 40 (200 – 160 = 40). В случае повышенного спроса аналогично получаем
для оборудования малой мощности 530 (800 – 270 = 530), а для оборудования
большой мощности – 0 (800 – 800 = 0). Максимальные потери для оборудования
малой мощности составят 530, для оборудования большой мощности – 40.
минимальным из этих двух значений является 40. Следовательно, будет введено в
строй оборудование большой мощности.
Принятие решений в условиях риска.
Предположим, что менеджер
может составить список событий и вычислить их вероятность. Он имеет меньше
информации, чем в условиях определенности и больше, чем в условиях
неопределенности. В этой промежуточной ситуации широко используется правило ожидаемого
значения. Ожидаемое значение для каждой альтернативы находится путем
взвешивания каждой платы с соответствующими вероятностями, а затем - сложения
взвешенных оценок. Альтернатива с лучшим ожидаемым значением (наибольшим в
случае использования дохода или наименьшим в случае использования затрат) и
должна быть выбрана.
Это правило похоже на
правило Лапласа, за исключением того, что события становятся
не равновероятны. Ожидаемое значение соответствует среднему размеру
платы, если выбор будет повторяться раз за разом. Конечно, такое решение может
привести и к очень плохим результатам, если произойдет какое-то неприятное
событие. Однако оно дает лучшие результаты, если применяется постоянно в
течение длительного времени. Такой тип выбора решения не используется, если
менеджер хочет исключить риск.
Пример.
Вновь вернемся к матрице
плат. Какова лучшая альтернатива при применении правила ожидаемого значения,
если вероятность малого спроса составляет 0.4, а вероятность большого спроса –
0.6?
Решение:
Ожидаемое значение для
каждой альтернативы вычисляется следующим образом.
Оборудование малой мощности:
0.4(200) + 0.6(270) = 242
Оборудование большой
мощности: 0.4(160) + 0.6(800) = 544
Выбираем оборудование
большой мощности, так как оно соответствует наибольшему ожидаемому значению
544.
Значение точности информации.
Предположим, что менеджер
имеет возможность уточнить прогнозы, скажем, за счет более широких исследований
рынка или изучения тенденций в прошлом. Предположим также, что менеджер может
точно предсказать будущее, несмотря на то, что нельзя повлиять на вероятность
событий. Значение точности информации определяется величиной, на
которую возрастает плата, если менеджер точно знает, какое событие произойдет.
Это значение может быть найдено с помощью следующей процедуры:
· Определить лучшую плату для каждого события.
· Вычислить ожидаемое значение для каждой из этих плат
путем их умножения на соответствующие вероятности.
· Вычесть ожидаемое значение платы без учета точной
информации из ожидаемого значения с ее учетом. Это даст значение точности
информации.
Пример.
Лучшей платой для каждого
события является максимальное число в каждом столбце матрицы плат. Для низкого
спроса это 200, для высокого спроса – 800.
Ожидаемое значение с учетом
точной информации равно:
200(0.4) + 800(0.6) =
560
Ожидаемое значение без
учета точной информации равно:
160(0.4) + 800(0.6) =
544
Следовательно, значение
точности информации равно:
560 000 – 544 000 = 16
000 (долларов)
Вопрос
4. Деревья решений.
Деревья решений являются
общим подходом к решению широкого спектра задач операционного менеджмента,
таких как планирование производства продукции, мощности и размещения
производства. Они особенно полезны при проектировании различных вариантов
расширения мощностей в случае неопределенности спроса и использования
последовательных решений. Например, компания может расширить производство в
2005 году и обнаружить в 2007, что спрос намного больше прогноза. В этом случае
необходимо будет принять новое решение либо об еще одном расширении
производства, либо о вводе в строй нового оборудования.
Дерево решений является
схематичной моделью альтернатив, доступных лицу, принимающему решение, со всеми
возможными последствиями. Название дано ввиду древовидного представления
структуры модели. Дерево состоит из некоторого количества квадратных вершин,
представляющих точки решений, и выходящих из них ветвей,
представляющих альтернативы. Ветви, выходящие из круглых вершин, представляют
события. Вероятность каждого из событий, P(E),
показана над соответствующей ветвью. Сумма вероятностей событий, выходящих из
одной вершины, должна быть равна единице. Условная плата, которая является
платой за каждую возможную комбинацию альтернатив и событий, показана в конце
каждой комбинации. Платы задаются в самом начале анализа для каждой возможной
комбинации. На рисунке 13 , например, значение платы 1 является финансовым
результатом, который ожидает менеджер, если будет выбрана альтернатива 1 и
произойдет событие 1. Для промежуточных ветвей никаких плат не назначается. Так
для ветви, соответствующей альтернативе 1, плата не установлена, так как эта
ветвь не является конечной. Если решения не влияют на доходы, то в качестве
платы используют затраты.
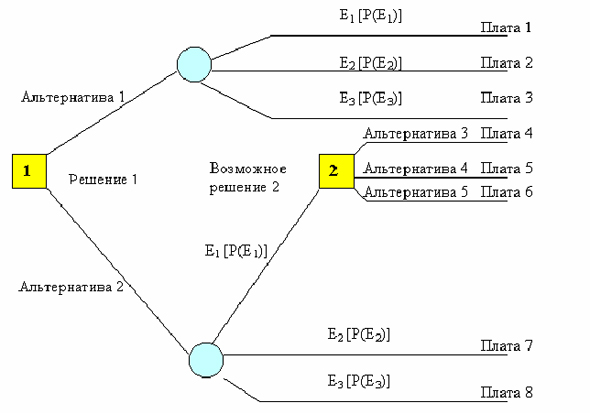
Рис. 13. Модель дерева решений
После того, как дерево
решений нарисовано, мы принимаем решение, двигаясь слева направо и вычисляя ожидаемую
плату для каждой вершины следующим образом.
· Для каждой вершины события перемножаем плату ветви
события и его вероятность. Сумма этих значений и будет ожидаемой платой для
этого события.
· Для каждой вершины решения выбираем ту альтернативу,
которая дает лучшее значение ожидаемой платы. Если альтернатива ведет в вершину
события, то ее плата равна плате этой вершины (уже вычисленной). «Обрезаем» все
невыбранные ветви путем перечеркивания их двумя короткими линиями. Ожидаемой
платой выбранного решения будет плата, отмеченная в конце не обрезанной ветви.
Продолжаем этот процесс, пока не достигнем самой левой вершины решений.
Неперечеркнутые ветви будут соответствовать выбранному решению. Если
принимается многошаговое решение, то следующее решение не вычисляется, пока не
будут обработаны все подчиненные решения, которые ему предшествуют. Если
происходит изменение платы или вероятности, весь процесс повторяется заново.
Пример.
Владелец сети розничных
магазинов решает, какой мощности должно быть оборудование в новом магазине,
малой или большой. Спрос в месте размещения магазина может быть и малым и
большим с соответствующими вероятностями 0.4 и 0.6. Если оборудование будет
малой мощности, а спрос – высоким, то менеджер может выбрать вариант без
расширения мощности (плата 223 000 долларов) или с ее расширением (плата 270 000 долларов).
Если оборудование будет малой мощности, а спрос – низким, то смысла расширения
мощности нет (плата 200 000 долларов). Если оборудование будет большой
мощности, а спрос – низким, то вариантом является «ничего не делать» (40 000
долларов) или активизировать спрос дополнительной местной рекламой. Отдача от
рекламы может быть либо скромной, либо значительной с соответствующими
вероятностями 0.3 и 0.7. При скромной отдаче плата составит 20 000 долларов, а
при значительной – 220 000 долларов. Наконец, если оборудование будет большой
мощности, а спрос – высоким, то плата составит 800 000 долларов.
Нарисуйте дерево решений.
Затем проанализируйте его для нахождения ожидаемой платы для каждой вершины
решения и события. Какой вариант – создание оборудования малой или большой
мощности – даст максимальную ожидаемую плату?
Решение:
Дерево решений на рисунке
14 показывает вероятность событий и платы для каждой из семи комбинаций
альтернатив и событий. Первым решением является строительство магазина с
оборудованием малой или большой мощности. Его вершина показана первой слева,
потому что это решение владелец должен принять в данный момент. Вторая вершина
решений – расширять или нет мощность оборудования впоследствии – достижима
только в случае выбора оборудования малой мощности и высокого уровня спроса.
Наконец, третья вершина решений – рекламировать или нет – достижима, если
выбрано оборудование большой мощности, а спрос – низкий.
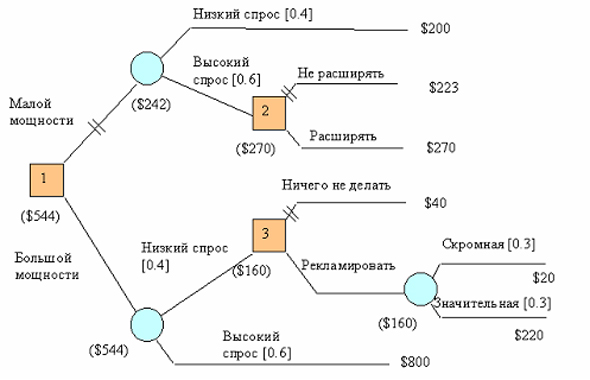
Рис. 14. Модель дерева решений для владельца магазинов
Теперь мы можем начать
анализ дерева решений, вычисляя ожидаемые платы справа налево,
как показано на рисунке 14 под каждой вершиной решений и событий:
· Для вершины событий, связанной с рекламой, ожидаемая
плата 160, или сумма каждой платы, связанной с этим событием, умноженная на
вероятность [0.3(20) + 0.7(220)].
· Ожидаемая плата для вершины решений 3 равна 160, так
как «Рекламировать» лучше, чем «Ничего не делать». Обрезаем ветку «Ничего не
делать».
· Плата для вершины решений 2 равна 270, потому что
«Расширять» лучше, чем «Не расширять». Обрезаем ветку «Не расширять».
· Ожидаемая плата для события,
связанного с уровнем спроса, в случае оборудования малой мощности, равна 242
[0.4(200) + 0.6(270].
· Ожидаемая плата для события,
связанного с уровнем спроса, в случае оборудования большой мощности, равна 544
[0.4(160) + 0.6(800].
· Ожидаемая плата для вершины решений 1 равна 544, так
как ожидаемая плата для оборудования большой мощности выше. Обрезаем ветку
«Малой мощности».
Лучшим вариантом является
использование оборудования большой мощности. Это единственное решение, которое
владелец может принять в данный момент. Подчиненные решения будут делаться
после изучения уровня реального спроса.
Резюме.
Вычисление точки
безубыточности может быть использовано для вычисления потенциального дохода от
реализации продукции или оказания услуг. Оно также может быть применено для
сравнения альтернативных способов производства.
Достаточно часто результат
выбора невозможно измерить с применением общей единицы измерения, такой как
доход или затраты. Такие альтернативы оцениваются с помощью взвешенных
критериев и применения матрицы предпочтений.
Точность прогноза спроса и
цен важна для тех случаев анализа, в которых граница между стоимостью и ценой
проходит достаточно близко. Вы можете вычислять значение точности информации.
Когда мы не можем оценить
вероятность будущих событий, решения принимаются в условиях неопределенности.
Вариантами выбора в такой ситуации могут служить известные варианты максимина, максимакса, Лапласа или минимакса потерь.
Применение вычислений
ожидаемого значения критерия при построении деревьев решений дает хорошие
результаты при неоднократном применении.
Вопросы
для самоконтроля:
BSB, Inc.: Война пицц пришла в
кампус.
Renee Kershaw, менеджер пищевого сервиса среднего размера частного
университета на юго-востоке США, почувствовала, что ветер удачи перестал дуть в
ее паруса. Она решила, что для обеспечения успеха созданного год назад
производства пиццы пришло время расширить продажу пиццы в кампусе. Однако вчера
президент университета анонсировал планы создания студенческого центра кампуса,
который будет располагаться в отдельном здании, в котором кроме прочих
подразделений планируется новая столовая. В нарушении прошлых университетских
традиций эта столовая будет разрешать операции пищевого сервиса для трех
частных организаций: Dunkin’ Donuts, Taco Bell и Pizza Hut. До этого все пищевое обслуживание в кампусе
производилось BSB, Inc.
Пищевое обслуживание
кампуса.
BSB, Inc. является большой, национального масштаба компанией
по предоставлению пищевых услуг своим клиентам. Уровень сервиса зависит от типа обслуживаемого рынка
и конкретных условий контракта. Компания разделена на три отделения: корпоративное, авиационных линий, университетов и колледжей.
Kershaw, естественно, работает в
последнем из них.
В этом конкретном
университете с BSB, Inc. был заключен контракт на обеспечение пищевыми
услугами всего кампуса из 6 000 студентов и 3 000 преподавателей,
административного и обслуживающего персонала. Находясь в городе с примерно 200
000 населения, кампус располагается на земле, подаренной состоятельным
промышленником. Из-за изолированности кампуса от остальной части города
студенты, желающие что-то купить или пообедать вне кампуса, должны ехать в
город.
Кампус по типу относится к пешеходным, с общежитиями, классами для занятий и прочими
службами, такими как книжный магазин, магазин мелочей, парикмахерская,
отделение банка, службы пищевого сервиса, расположенными вблизи друг от друга.
Въезд автомобилей в кампус ограничен, парковки размещены по периметру кампуса.
Университет также обеспечивает место для трех служб пищевого сервиса. Один из
них – большой кафетерий, расположенный на первом этаже главного
административного здания, стоящего в центре кампуса. Этот кафетерий открыт для
завтрака, обеда и ужина ежедневно. Вторая служба, называемая Dogwood Room,
обслуживает буфет, открытый по рабочим дням на третьем этаже этого же здания.
Третья служба – небольшой гриль-бар на углу здания развлекательного центра. Он
открыт с 11 утра до 10 вечера ежедневно и до полуночи в субботу и воскресенье. Kershaw отвечает за все три службы.
Решение о пицце.
BSB, Inc. занимается предоставлением пищевых услуг в этом
кампусе последние 10 лет, несмотря на то, что университет считает главной
образовательную деятельность, а не предоставление пищевых услуг. Kershaw работает в кампусе 18 месяцев. До этого она была помощником менеджера по пищевому
сервису в маленьком университете на северо-востоке. За первые 3-4 месяца она
полностью вошла в курс своей деятельности, после чего стала проводить
исследования мнения клиентов и рыночных тенденций.
Анализ результатов
исследования показал, что студенты не удовлетворены услугами пищевого сервиса,
как хотелось бы Kershaw. Значительный процент
пищи, потребляемой студентами, не был куплен в заведениях BSB, Inc., в том
числе:
· Приготовление пищи в комнатах общежития – 20%.
· Пища, купленная за пределами кампуса – 36%.
· Пища, съеденная за пределами кампуса – 44%.
· Причинами этого, обычно называемые студентами, являются:
недостаток разнообразия пищи в кампусе и плотный, непостоянный график занятий,
не позволяющий пользоваться службами кампуса в часы их работы. Три другие были
найдены менеджером при анализе результатов исследований. Это: большое число
студентов, имеющих автомобили; большое число холодильников и микроволновых
печей в комнатах общежитий; большое число заказов пищи, доставляемой из-за
пределов кампуса.
· Студенты, имеющие автомобиль – 84%.
· Комнаты с холодильниками и микроволновыми печами –
62%.
· Заказ пищи за пределами кампуса – 43%.
Учитывая результаты
исследований, Kershaw решила расширить меню гриль-бара, включив в него пиццу.
Для начала она открыла службу доставки в пределах кампуса. Теперь студенты не
только получили более разнообразное меню, но и возможность быстрой доставки
заказов в их комнаты. Для введения этих изменений в гриль-баре была установлена печь для пиццы, выделено
место для хранения компонент пиццы и ее приготовления, а также полки для
готовой к приготовлению пиццы. Существующий персонал был обучен приготовлению
пиццы, а дополнительный персонал - нанят для доставки пиццы на велосипедах. Для
снижения цен и обеспечения быстроты доставки, число вариантов пиццы было
ограничено. Были предложены стандартные заранее приготовленные порции пиццы, которые
оставалось только приготовить в печи и доставить клиенту.
Успех.
Kershaw верит,
что ее решение предложить услуги по приготовлению и доставке пиццы является
правильным. Продажи
за последние 10 месяцев неуклонно росли, поэтому рос и доход. Последующие
исследования показали высокий уровень удовлетворенности приемлемыми ценами и
быстротой доставки пиццы. Однако этот успех привел к появлению новых проблем.
Спрос на пиццу привел к
загрузке оборудования в гриль-баре.
Сначала в нем была отдана часть площади для установки печи для пиццы, ее
приготовления и хранения. В связи с ростом спроса на пиццу потребовались
дополнительные площади и оборудование. Мощности установленного оборудования не
хватало для удовлетворения возросшего спроса, что привело к увеличению срока
доставки пиццы. Кроме того, появились групповые заказы пиццы от различных
подразделений кампуса.
Внимательный анализ данных
о продажах показывает начинающееся падение их уровня. Kershaw задается вопросом, явилось ли это результатом проблем
с производительностью оборудования и увеличения сроков доставки. Кроме того, есть еще проблемы, которые ее беспокоят.
В последнем разговоре управляющий гриль-баром
сказал, что в последнюю пару месяцев спрос на варианты пиццы, не представленные
в меню, постоянно возрастает. Она хотела бы знать, не является ли это
следствием ведущейся «войны пицц» и увеличением пиццерий за пределами кампуса.
Новые проблемы.
Сидя в своем офисе, Kershaw обдумывает вчерашнее заявление администрации
университета. Оно повышает конкуренцию с другими типами закусочных (Dunkin’ Donuts) и
ресторанами fast food (Taco Bell). Pizza
Hut собирается устанавливать оборудование, производящее
ограниченный выбор пицц и использование принципа «приходи и заказывай». Заказы
по телефону ими не планируются, также как и служба доставки.
Kershaw обдумывает ключевые
вопросы: «Почему спрос на пиццу начал падать?», «Как
повлияют нововведения в пищевом сервисе на ее деятельность?», «Должна ли она
расширять производство пиццы? Если да, то как?»
Ответьте на вопросы:
1. Какова миссия BSB, Inc. в этом
кампусе? Удовлетворяется ли фирма любыми конкурентными преимуществами или
особой компетенцией?
2. Какой путь использования производства пиццы выбрала Kershaw для конкуренции с организациями пищевого сервиса за
пределами кампуса? Каковы ее конкурентные приоритеты?
3. Как подействует изменение условий в кампусе на
производство пиццы? На каких конкурентных приоритетах можно сфокусироваться?
4. Если она изменит конкурентные приоритеты в
производстве пиццы, то как это повлияет на процесс производства
и выбор его мощностей?
5. Какова может быть хорошая позиционная стратегия для
деятельности Kershaw в кампусе в новых
условиях?
Глоссарий
Быстрота поставки - время
между получением заказа и его выполнением.
Единичное производство - производственная
система, ориентированная на выполнение большого количества небольших работ и
конкурирующая на базе гибкости использования ресурсов.
Гибкость объемов выпуска - способность
ускорять или замедлять выпуск продукции достаточно быстро, чтобы реагировать на
значительные колебания в спросе.
Горизонтальная структура организации - отдельные
группы служащих представляют разные функциональные области, организованные
вокруг каждого участка рынка и соответствующих процессов.
Дерево решений - схематичная
модель альтернатив, доступных лицу, принимающему решение, со всеми возможными
последствиями.
Качество разработки - качественные
параметры, специфичные для данного изделия, точность высшего уровня,
долговечность; полезность, любезность и доступность служащих сервиса; удобство
доступа к точкам технического обслуживания; безопасность изделий или услуг.
Конструкторские решения - решения,
касающиеся процесса производства.
Корпоративная стратегия - стратегия,
обеспечивающая создание функциональной структуры организации в соответствии с
ее целями, план организации, который определяет ее деловую активность,
перспективы и основные цели развития.
Лицензирование технологии - форма
стратегического союза, в который одна компания лицензирует производство или
методы обслуживания для другой фирмы.
Маркетинговый анализ - определение
категорий возможных потребителей продукции, основных требований к ней, а также
возможных конкурентов.
Матрица предпочтений - таблица,
которая позволяет менеджеру взвесить возможные альтернативы в соответствии с
несколькими критериями выбора.
Многофакторная производительность - отношение
объема выпуска к сумме всех использованных ресурсов.
Настройка на требования потребителя - учет
уникальных потребностей каждого клиента с изменением изделий или услуг.
Непрерывное совершенствование - выбор
корректных мер оценки деятельности, получение внутренних и внешних откликов на
текущую деятельность, формулировка целей для дальнейшего совершенствования и
вовлечение всех служащих в процесс изменений.
Операционные решения - определение
лучшего способа прогнозирования спроса на продукцию, подходящих поставщиков,
типа складского хозяйства, выравнивание объемов производства за короткие
промежутки времени, определение типов и количества выпуска продукции,
применения систем реального времени, приоритетов потребителей или выполняемых
работ, распределение имеющихся ресурсов.
Операционный менеджмент - процесс
контроля и управления процессами преобразования исходных материалов в готовую
продукцию и услуги.
Пакет пользы клиентов - материальные
и нематериальные признаки, показывающие желания клиента.
Продукто-ориентированная стратегия - система,
организованная вокруг самой продукции или услуг.
Производительность - отношение
объема выпуска к объему входных ресурсов.
Производительность труда - производительность
одного служащего или часовая производительность.
Процессо-ориентированная стратегия - система,
организованная вокруг процессов производства продукции или услуг.
Реинжениринг - радикальная
перестройка структуры производства. Существенное переосмысление и радикальное перепроектирование бизнес-процессов в целях повышения таких
показателей, как стоимость, качество, уровень обслуживания и скорость.
Своевременность поставки - измеряется частотой поставки точно в срок.
Сегментация рынка - процесс
идентификации групп клиентов с близкими характеристиками, чтобы сделать
возможным проектирование и выпуск продукции или услуг, в которых группа
нуждается.
Система приоритетов в конкурентной
борьбе - ресурсы и силы, которыми фирма должна обладать,
чтобы удовлетворить спрос клиентов на свою продукцию.
Скорость разработки - измеряется
быстротой разработки новых изделий или услуг, включая время появления идеи,
черновой проект и само производство.
Совместные работы - возникают,
когда две организации соглашаются работать вместе к взаимной выгоде.
Совместное предприятие - совместное
производство изделий или обслуживание клиентов.
Согласованное качество - измеряется
частотой, с которой изделие или услуга настраивается на требования клиента.
Стратегические решения - решения,
влияющие на будущее компании.
Теория принятия решений - общий
подход к процессу принятия решений, когда результаты связаны с выбором
альтернативных вариантов и часто в условиях неопределенности.
Точка безубыточности - соответствует
такому уровню производства или спроса, при котором суммарный доход равен
суммарным затратам.
Точность информации - величина,
на которую возрастает плата, если менеджер точно знает, какое событие
произойдет.
Функциональная стратегия - система
целей и долгосрочных планов в каждой из функциональных областей.
Раздел II. Операционные процессы
Тема 4. Менеджмент процессов
Цели обучения:
В данном блоке даются
базовые понятия и определения, относящиеся к менеджменту процессов, а также
рассматриваются основные подходы к их проектированию.
В результате изучения данного блока слушатель будет:
· понимать суть менеджмента процессов;
· классифицировать основные решения для процессов;
· классифицировать производство по типам производственных
процессов;
· применять понятия ресурсной гибкости, вовлечения
потребителя и капиталоемкости при проектировании процессов;
· учитывать взаимозависимость решений, принимаемых по
процессам, и их связь с объемом выпуска продукции;
· понимать связь технологии и стратегии в менеджменте
технологических изменений.
Содержание темы
1.
Введение.
2.
Суть менеджмента процессов.
3.
Основные решения для процессов.
4.
Менеджмент технологических изменений.
5.
Резюме.
Введение.
Одной из наиболее
существенных проблем, возникающих при проектировании производственных систем,
является проектирование процессов, необходимых для выпуска продукции или
оказания услуги. Это решение учитывает множество более мелких решений: по
людским ресурсам, оборудованию, материалам. В нем аккумулируются результаты
маркетингового анализа, бухгалтерские схемы, обеспечение работы подразделений
по продаже, возможности реального производства. Проектирование процессов –
стратегический выбор, влияющий на конкурентоспособность фирмы в течение
длительного периода.
Проектирование процессов
определяет степень учета конкурентных приоритетов: качества, гибкости, времени
и стоимости. Мы начнем с описания пяти базовых решений по проектированию
процессов: выбор процесса, вертикальная интеграция, ресурсная гибкость,
вовлечение потребителя, капиталоемкость.
Вопрос 1. Суть менеджмента процессов.
Менеджмент процессов
заключается в выборе ресурсов, операций, трудовых процессов и методов для
производства товаров и услуг. Выбор ресурсов включает в выборе системы
человеческих умений, исходных материалов, внешних услуг и оборудования,
согласующихся с позиционной стратегией организации и возможностями получения
этих ресурсов. Операционные менеджеры должны определить, какие операции должны
быть выполнены работниками, а какие – машинами.
Проектирование процессов
проводится в случае, если:
· Вводится новый или существенно модифицируется
существующий товар или услуга;
· Должно быть улучшено качество;
· Изменились конкурентные приоритеты;
· Изменился спрос на товар или услугу;
· Существующее производство неадекватно;
· Конкуренты начали применять новые процессы или
технологии;
· Изменилась стоимость или доступность ресурсов.
Не все перечисленные
ситуации приводят к изменению текущих процессов. Проектирование процессов
должно сопоставить стоимость внесения изменений с величиной ожидаемой выгоды.
При проектировании процессов нужно оценивать каждый выбор, связанный с
качеством, производственной мощностью, размещением производства и складским
хозяйством. Проектирование процессов также зависит от того, где происходят
жизненные циклы товаров или услуг, от конкурентных приоритетов и принятой
позиционной стратегии. Существенное влияние оказывают этические компоненты
принятия решений и учет требований охраны окружающей среды.
Вопрос 2. Основные решения для процессов.
Проектируя процессы для
офисов, сервисных организаций или производственных фирм, операционные менеджеры
должны рассматривать пять основных типов решений для
процессов. Выбор процесса определяет, какие ресурсы должны быть
организованы вокруг продукции или процесса при применении позиционной
стратегии. Данный выбор зависит от объемов выпуска и степени учета пожеланий
покупателя. Вертикальная интеграция является степенью, в которой
производственная система фирмы управляет всей цепочкой процессов от ресурсов до
продаж. Большинство производственных систем фирм увеличивают степень
вертикальной интеграции. Ресурсная гибкость – это легкость
управления широким спектром продукции, объемами выпуска, производительностью и
производственными функциями. Вовлечение потребителя отражает
пути, с помощью которых потребитель становится частью производственного
процесса. Капиталоемкость – соединение оборудования и умений персонала в
производственном процессе; чем больше относительная стоимость оборудования, тем
больше капиталоемкость.
Выбор процессов.
Выбор процессов – начальная
фаза проектирования хорошо функционирующих процессов. На рис. 14 показаны
четыре базовых варианта выбора применения позиционной стратегии: производство
по проекту, производство партиями, производственная линия, непрерывное
производство. Наилучший выбор зависит от
объемов производства и степени учета требований потребителя товара или услуги.
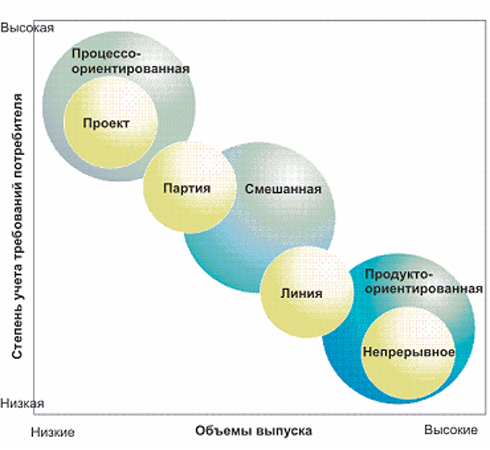
Рис. 14. Выбор процесса
Производство
по проекту (единичное производство).
Процесс производства по проекту принадлежит верхней левой части изображенного
на рисунке 14 континуума. Последовательность операций (и процессов в каждой из
них) уникальна для каждого проекта и создает единичное производство товаров или
услуг по заказу потребителя. Такой процесс чаще всего рассчитан на короткое
время и небольшие объемы. Продукция не может быть произведена заранее, так как
конкретные требования следующего потребителя неизвестны. Каждый новый заказ
обрабатывается как отдельный модуль и специально созданной командой. Фирма,
выбирающая такой тип производственного процесса, за основу принимает
собственные производственные возможности, а не вид продукции или услуг.
Примерами таких фирм являются организации, занимающиеся запуском политических
компаний, проектированием новых больниц, созданием новых программных систем,
доставкой спецпочты, строительством кораблей.
Производство
партиями (мелкосерийное производство). Этому типу производственного процесса соответствуют средние объемы
производства, но слишком большое для фирмы разнообразие в изделиях или услугах,
чтобы быть способным выделить ресурсы каждому из них. Вместо совместного
использования ресурсов, производится партия одного изделия, а затем уже
производство переключаются к следующей партии. В частности, предыдущее изделие
или услуга может быть произведена снова. Никакой стандартной последовательности
операций для оборудования нет. Некоторые из компонентов, входящих в конечный
продукт или услугу, могут быть произведены заранее, даже при отсутствии
текущего заказа. Единичное и мелкосерийное производства - больше процессо-ориентированые, с ресурсами, организованными
вокруг процесса. Примеры мелкосерийных производств: составление расписания
путешествия самолётом для группы туристов,
производство компонентов для сборочной линии, производство основного
оборудования.
Поточное
(массовое) производство. Процесс
массового производства больше продукто-ориентированый,
с ресурсами, организованными вокруг изделия или услуги. Объемы производства
высоки, а изделия или услуги стандартизированы. Материалы или клиенты двигаются
последовательно от одной операции к другой согласно установленной очередности.
Продукция производится небольшими партиями, часто с размером 1. Каждая операция
выполняет один и тот же процесс много раз, с небольшими изменениями. Некоторое
разнообразие изделий возможно, но тщательно контролируется путем добавления
стандартных дополнений к основному изделию или услуге. Изготовленные изделия
хранятся на складе таким образом, чтобы они были готовы, когда клиент сделает
заказ. Заказы на продукцию непосредственно не связаны с заказами клиента, как
имеет место с процессами единичного или мелкосерийного производства. Массовое
производство в популярной литературе часто называется промышленным
производством, хотя это - только один из нескольких вариантов практически
распространенных процессов. Примером организаций, использующих такой тип
процесса, являются fast-food рестораны и кафетерии.
Непрерывное
производство. Непрерывный процесс
производства - крайний случай производства стандартизированной продукции в
больших объемах по жесткой технологии. Обычно один исходный материал, типа
жидкости, газа или порошка, без остановки перемещается по видам оборудования.
Процесс часто является очень капиталоемким и направлен на максимальную загрузку
оборудования. Непрерывные процессы распространены почти исключительно в
производстве. Примеры - нефтеперерабатывающие заводы, химические предприятия,
пивоваренные и сталелитейные заводы. Такие предприятия часто называют
перерабатывающей промышленностью. Электрическая станция представляет собой один
из немногих примеров использования непрерывных процессов в сервисном секторе.
Вертикальная
интеграция. Все предприниматели
покупают по крайней менее некоторое сырье, профессиональные услуги или
комплектующие у других производителей. Менеджеры определяют уровень
вертикальной интеграции, исходя из всей деятельности, от приобретения сырья или
сторонних услуг до поставки готовых изделий или услуг. Чем больше процессов в
цепочке, которую организация исполняет самостоятельно, тем больше степень ее
вертикальной интеграции.
Обширная вертикальная
интеграция вообще привлекательна, когда объемы исходных материалов высоки,
потому что большие объемы позволяют применять специализацию и дают большую
эффективность. Также хорошо, если фирма отслеживает текущую ситуацию в своей
отрасли промышленности. Неприятно, когда другой поставщик может обеспечить
продукцию или услуги с большей эффективностью и за более низкую стоимость.
Например, самые маленькие рестораны и fast-food операторы покупают у поставщиков уже готовые яйца для
приготовления салатов и бутербродов, вместо того, чтобы готовить их самим.
Вертикальная интеграция
может осуществляться в двух направлениях. Обратная интеграция представляет
движение к источникам сырья и частей. Прямая интеграция означает, что фирма
приобретает больше каналов сбыта, типа собственных оптовых складов и пунктов
розничных продаж.
Примером уменьшения прямой
интеграции может являться решение IBM, позволяющее версиям его миникомпьютеров
и универсальных ЭВМ быть выставленными на продажу в Японии под маркой Mitsubishi Electric Corporation. IBM становится изготовителем оригинального
оборудования (original-equipment manufacturer
- OEM) для этой части рынка и оставляет продажи японским фирмам. Этот шаг
позволяет IBM входить в закрытые рынки, типа японских правительственных
агентств, потому что в них японцы предпочитают иметь дело с японцами, а не
иностранцами. Это позволяет IBM без особых проблем продавать компьютеры в
Японии.
Увеличение вертикальной
интеграции может уменьшить гибкость ресурса, если оно потребует больших
инвестиций средств в оборудование. Бакалейная фирма Kroger,
например, вложила серьезный капитал в оборудование и производственные здания,
чтобы упрочить марку фирмы. Когда же клиенты начали отдавать предпочтение ее
изделиям, у фирмы Kroger не оказалось достаточной
производственной мощности, которая могла бы удовлетворить этот дополнительный
спрос. Это привело к тому, что фирма стала делать мороженое и тесто для пиццы
для своих конкурентов, которые продавали готовый товар под собственными
торговыми марками. Около 20 процентов продаж от ее предприятий перешло теперь к
другим компаниям. Kroger даже продала некоторые из
своих предприятий. Обширная вертикальная интеграция ограничила гибкость ресурса
Kroger и диапазон деловых возможностей фирмы.
Аналогичную стратегию
достаточно часто используют мелкие
фирмы, которые заключают контракт с другими
фирмами на большую часть их продукции. Корпорации данного типа (часто
называемые «пустыми корпорациями» - hollow corporation) имеют невысокий
уровень обратной интеграции; их иногда называют сетевыми компаниями, потому что служащие тратят большинство своего рабочего
времени на переговоры по телефону или по компьютерным сетям, координируя
поставщиков. Если поступает запрос на выпуск изделия «пустой корпорации» или
изменение услуг, ее служащие просто переправляют это сообщение поставщикам,
которые изменяют их поставки. «Пустые корпорации» могут появляться и исчезать
на рынке. Они уязвимы для новых конкурентов, потому что они теряют бизнес, если
их поставщики усиливают прямую интеграцию или их клиенты - обратную. Риск
потери бизнеса для «пустой корпорации» увеличивается при необходимости
увеличения объемов производства изделия или удлинения его жизненного цикла.
Например, фирма Conner Peripherals
была очень успешна с момента ввода в производство жестких дисков в 1986 году.
Поскольку жизненный цикл такого изделия являются настолько короткими, что часто
измеряется в месяцах, фирма занималась проектированием жестких дисков и
позволяла внешним поставщикам производить их. Эта стратегия позволила Conner Peripherals не вкладывать
капитал в производственные мощности, которые могут устареть при
изменения технологии. Если жизненные циклы были бы
более длинны, один из ее крупных клиентов, например - корпорация Compaq, мог бы решить делать жесткие диски самостоятельно и
полностью обходиться без Conner Peripherals.
Производить
или покупать. Решение об
изменении уровня обратной интеграции часто упоминается как решение «производить или покупать». В процессе принятия этого решения
операционный менеджер должен изучить все выгоды и затраты на производство
необходимых исходных компонентов или закупку их у поставщиков. Анализ
безубыточности и финансовый анализ - хорошие отправные точки в принятии этого
решения. Однако не менее важным является учет качественных факторов.
Решение
"покупать" о передаче операции внешнему поставщику, имеет и преимущества и недостатки. Одна из
существенных опасностей - то, фирма может отдать на сторону процесс, который
является критическим для ее миссии и потерять контроль в этой области бизнеса.
Это в дальнейшем может даже привести к невозможности выполнять работу внутри
самой фирмы. Клиенты могут быть также не удовлетворены конечными результатами.
Например, если клиенты в ресторане хотят, чтобы был приготовлен салат по их
собственным вкусам, то они не будут удовлетворены заранее приготовленными
салатами от внешнего поставщика. С другой стороны, некоторые решения
"делать" требуют значительных основных инвестиций. Однако, делая
работу внутренней, можно получить лучшее качество и более своевременную
доставку, используя преимущества человеческих ресурсов фирмы, оборудования и
производственной среды.
В настоящее время фирмы
передают больше операций внешним поставщикам, чем когда-либо прежде. Например, NCNB банк в Шарлотте, Северная Каролина, передал обработку
операций с карточками и экономит на этом около 5 миллионов долларов в год. Merrill Lynch, Sears Roebuck и Texaco передали свои почтовые отделения и операции
фотокопирования в Pitney Bowes
Management Services. Много
фирм делают то же самое с платежными ведомостями, службой безопасности,
очисткой, и другими типами услуг, вместо того, чтобы нанимать собственный
персонал, обеспечивающий эти услуги. Один недавний обзор показал, что 35
процентов из более чем 1000
больших корпораций увеличили количество внешних исполнителей. Этой тенденции
способствуют два фактора: глобальная конкуренция и внедрение информационных
технологий. Глобализация создает больше вариантов поставщиков, а прогресс в
информационных технологиях делают проще координацию с ними. IKEA, крупнейший розничный продавец предметов для дома,
имеет 30 офисов по всему миру для поиска внешних поставщиков. Его основанный в Вене департамент делового
обслуживания поддерживает компьютерную базу данных, которая помогает
поставщикам находить сырье и новых деловых партнеров. По всему миру
коммерческие данные передаются ближайшему складу и операционному штабу в Almhult (Швеция), где информационные системы обеспечивают
взаимодействие деловых партнеров во всем мире.
Информационные технологии
позволяют поставщикам объединяться в виртуальные корпорации. В виртуальной
корпорации конкуренты фактически вступают в краткосрочные союзы для выполнения
совместных деловых проектов. Группы из различных организаций и расположенные в различных
местах сотрудничают в производстве, дизайне и маркетинге, с активным
использованием электронных средств передачи информации. После завершения
проекта они расформировываются. Виртуальные корпорации позволяют фирмам гибко
менять их позиции в ответ на быстро изменяющиеся рыночные требования.
Собственность
или аренда. Когда фирма решает
увеличивать вертикальную интеграцию, она должна также решить, иметь или
арендовать необходимые средства и оборудование. Вариант арендного договора
часто выбирается для продукции, подверженной быстрым изменениям в технологии,
которые требуют частого обслуживания, или для которых существующая практика
производства сделали аренду нормой, как в производстве фотокопировальных
устройств. Аренда также обычна, когда фирма имеет краткосрочную потребность в
оборудовании. Например, в тяжелом машиностроении, где проекты обычно рассчитаны
на месяцы или годы, оборудование часто берется в аренду только тогда, когда оно
необходимо.
Ресурсная
гибкость.
Решения, которые менеджмент
делает относительно конкурентных приоритетов, определяют степень гибкости
требуемых для компании ресурсов - ее служащих, средств и оборудования.
Например, когда новые изделия и услуги требуют коротких циклов или учета
требований потребителя, служащие должны уметь выполнять широкий диапазон работ,
а оборудование должно быть универсальным. Иначе использование ресурса будет
слишком низким для экономичных операций.
Рабочая сила. Операционные менеджеры должны определить степень гибкости рабочей силы. Представители
гибкой рабочей силы способны к выполнению многих задач или на собственных
рабочих местах, или при перемещении их от одного рабочего места на другое.
Однако, такая гибкость часто дает прибавку в стоимость, требуя больших навыков
и таким образом больше обучения и образования. Однако выгоды могут быть
большими: гибкость работников может быть одним из лучших способов достигнуть
высокого уровня обслуживания и избавится от узких мест в производстве.
Гибкость ресурса особенно критична для процессо-ориентированной
позиционной стратегии, помогая преодолеть проблемы загрузки отдельных операций,
вызванных низкими объемами производства, сложной маршрутизацией и нестабильным
планированием.
Некоторые изготовители,
например Corning, практикуют использование гибкого
ресурса. В ее недавно открытом предприятии в Blacksburg,
Вирджинии, Corning обучает
своих служащих навыкам взаимозаменяемости. Рабочие должны изучить три смежных
профессии в течение двух лет, чтобы сохранить свое место. Мультиквалифицированная
рабочая сила - одна из причин того, что предприятие Corning
Blacksburg получило прибыль в размере 2 миллионов
долларов за ее первые восемь месяцев производства, вместо потери 2.3 миллионов
долларов, как это было заложено в проекте. Обучение проводилось в больших
масштабах: на первом году производства 25 процентов всех рабочих часов были
посвящены обучению, что стоило приблизительно 50 000 долларов.
Гибкость ресурса является
серьезной проблемой в сфере обслуживания. Администраторы больших городских
больниц должны принимать решения об укомплектовании персоналом соответствующей
специализации и квалификации. Многие больницы начинают использовать только
дипломированных медсестер, вместо одновременного использования дипломированных
медсестер, лицензированных профессиональных медсестер и санитарок.
Дипломированные медсестры имеют университетское образование и зарабатывают
больше, чем лицензированные профессиональные медсестры и санитарки, но они
более гибки и могут выполнить весь круг обязанностей.
Требования к рабочей силе
существенно зависят от уровня гибкости объемов производства. При ровной,
устойчивой норме выпуска продукции, вероятный выбор - постоянная рабочая сила,
которая ожидает занятость в течение полной рабочей недели. Если процесс
подвержен почасовым, ежедневным или сезонным пикам и спадам спроса,
использование частично занятых или временных служащих, в дополнение к меньшей
основной группе служащих, работающих по полной рабочей неделе, может быть
лучшим решением. Однако этот подход не может быть использован на практике, если
требования к знаниям и профессиональным навыкам слишком высоки для временного
работника, чтобы их быстро освоить.
Оборудование. Когда продукция фирмы или оказываемая услуга имеют
короткий жизненный цикл и высокую степень учета требований потребителя, низкие
объемы производства подразумевают, что фирма должна выбрать гибкое,
универсальное оборудование. Рисунок 15 иллюстрирует эти отношения для двух
процессов. Для процесса 1 используется недорогое универсальное оборудование.
Это приведет к выполнению задания, но не с максимальной эффективностью. Хотя
фиксированные затраты (F1) низки,
переменная компонента стоимости (определяемая наклоном линии общей стоимости)
высока. Процесс 2 имеет высокий уровень фиксированных затрат (F2), но это -
более эффективный процесс и поэтому имеет более низкий уровень переменной
компоненты стоимости. Поэтому эффект часто возможен только тогда, когда
оборудование разработано для небольшого диапазона изделий или заданий.
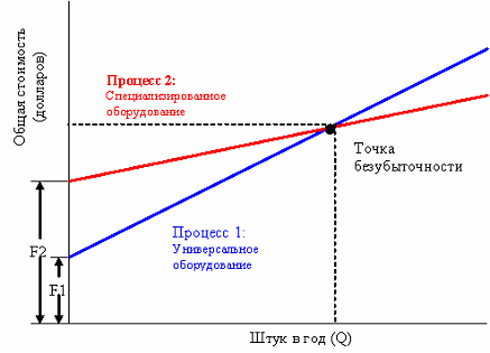
Рис. 15. Взаимоотношение между стоимостью процесса и
объемами производства
Точка безубыточности на
рис. 15 – объем выпуска, при котором общие стоимости для этих двух альтернатив
являются одинаковыми. При выпуске больше, чем в этой точке, стоимость процесса
1 превышает стоимость процесса 2. Если фирма не ожидает продаж больше, чем
соответствует точке безубыточности (что является маловероятным при высокой
степени учета требований потребителя), основные инвестиции в процесс 2 не
гарантированы. Пример фирмы, которая сделала серьезную ошибку при вложении в
слишком специализированное оборудование - Дженерал
Электрик, которая вложила 52 миллиона долларов в высоко автоматизированное
предприятие для производства двигателей реактивного самолета T700s. К
сожалению, Пентагон был не в состоянии заказать эти двигатели в ожидаемых объемах,
так что предприятие работало только с 60 процентами загрузки – слишком мало для
эффективной деятельности.
Вовлечение потребителя.
Четвертое главное решение
при проектировании процесса - степень взаимодействия с клиентами. Эта степень
может быть от уровня самообслуживания до настройки изделия по времени и месту
обслуживания.
Самообслуживание. Во многих сферах обслуживания очень важен контакт с клиентом. В ресторанах Wendy, например, клиенты составляют собственные салаты.
Самообслуживание - выбор многих розничных продавцов, особенно когда цена
является конкурентным приоритетом.
Некоторые клиенты в целях экономии предпочитают сами выполнить часть
производственного процесса, которая прежде выполнялась изготовителем или
дилером. Продукто-ориентированные изготовители
товаров типа игрушек, велосипедов, мебели могут также предоставить клиенту
выполнить заключительную сборку, так как при этом затраты на производство
товара, его отгрузку и хранение часто снижаются, из-за уменьшения потерь от
повреждений. За счет этой экономии фирмы снижают цены для клиентов.
Выбор продукции. Бизнес, который строит процесс конкуренции на учете
требований потребителя, позволяет клиентам придумывать их собственные
спецификации изделия или даже участвовать в его проектировании. Хорошим
примером вовлечения клиента является процесс строительства
дома на заказ: клиент интенсивно участвует в проектировании и наблюдает за
работой на разных ее стадиях. Вовлечение клиента не заканчивается сдачей дома,
потому что большинство строительных фирм определяет некоторый гарантийный срок
на свою работу, часто на достаточно длительный период времени.
Время и место. Когда услуги не могут быть оказаны без присутствия
клиента, клиенты могут определить время и место оказания услуги. Если услугу
поставляют потребителю, клиенту или пациенту по записи, то решения о месте
встречи становятся частью процесса проектирования. Клиенты будут обслуживаться
только в помещении поставщика услуг, служащие поставщика будут выезжать к
клиентам, или услуга будет оказана в третьем месте? Диспетчеры службы скорой
медицинской помощи не могут обеспечить обслуживание без пациента. Они не могут
точно предсказать, когда появится следующий запрос на обслуживание или выедет санитарная машина,
так что они должны соответственно планировать процесс своей работы. Наоборот,
хотя дипломированные бухгалтеры часто работают со своими клиентами, и время и
место этой работы чаще всего известно заранее.
Капиталоемкость.
Проектируя новый процесс
или перепроектируя существующий, операционный менеджер должен определить
значение капиталоемкости. Капиталоемкость - соединение оборудования и
человеческих навыков в процессе; чем больше относительная стоимость
оборудования, тем больше капиталоемкость. Когда производственная мощность возрастает и себестоимость продукции уменьшается, менеджеры
сталкиваются большим диапазоном возможных решений, от операций с небольшой
степенью автоматизации до операций, выполняемых специализированным
оборудованием и практически без человеческого вмешательства. Автоматизация
касается системы, процесса или части оборудования, которое является
автоматически работающим и саморегулирующимся. Хотя автоматизация, как многие
думают, является необходимой для получения конкурентного преимущества, она
имеет и преимущества и недостатки. Таким образом, решение об автоматизации
требует тщательной подготовки.
Одно из преимуществ
компьютерных технологий состоит в том, что их применение может значительно
увеличить производительность и улучшить качество продукции. Например, Bailey Company,
система ресторанов в Лейквуде, Колорадо, установила
компьютеризированную систему сбора заказов. Клиенты составляют собственные
заказы, увеличивая эффективность служащих, особенно когда рестораны быстрого
питания сталкиваются с нехваткой трудовых ресурсов. Система позволяет одному
клерку работать с двумя терминалами для двух очередей клиентов и улучшить как
параметр времени обслуживания (примерно до 20 секунд на один заказ), так и
точность их выполнения. Система также увеличивает продажи, предлагая дополнительный
выбор продукции типа прохладительных напитков.
Одним из больших
недостатков увеличения капиталоемкости может быть возрастание стоимости
инвестиций для операций при низком объеме выпуска продукции. Обратимся снова к
рисунку 15. Процесс 1, который использует универсальное оборудование, не
является капиталоемким и поэтому имеет небольшие фиксированные затраты F1. Хотя его переменная часть стоимости в произведенной
продукции высока, как видно по наклону линии общей стоимости, процесс 1
значительно ниже точки безубыточности, если объемы выпуска низки. Вообще
капиталоемкие операции должны иметь высокую степень использования, чтобы быть
оправданными экономически. Также, автоматизация не всегда согласуется с
конкурентными приоритетами компании. Если фирма предлагает уникальное изделие
или высококачественные услуги, конкурентные приоритеты могут показать
потребность в квалифицированном персонале, увеличении доли ручного труда и
индивидуального подхода к клиентам, а не
внедрении новых технологий. Система заказов Bailey Company
совершенно не подходит дорогому ресторану.
Некоторая часть
оборудования может быть приобретена, а другая - арендована, позволяя
пользователю попробовать оборудование, а фирме - не делать больших и опасных на
начальной стадии основных инвестиций. Примеры такого оборудования - машины для
фотокопирования, персональные компьютеры, лазерные принтеры. Однако, многие
другие технологические решения используют большие и дорогостоящие системы и
требуют гораздо больше средств, повышая соответствующие риски.
Фиксированная
автоматизация. Производство
использует два типа автоматизации: фиксированную и гибкую (или
программируемую). Особенно подходящая для конвейера и непрерывных процессов,
фиксированная автоматизация производит один тип компонент или изделий в
фиксированной последовательности простых операций. До середины 1980-ых
большинство американских автомобильных предприятий было во власти фиксированной
автоматизации - а некоторые - и до сих пор. Химические перерабатывающие
предприятия и заводы по очистке нефти также используют этот тип автоматизации.
Операционные менеджеры
выбирают фиксированную автоматизацию, когда объемы спроса высоки, дизайн
изделий устойчив, жизненные циклы изделия длинны. Эти условия компенсируют два
первичных недостатка процесса: большая начальная инвестиционная стоимость и
относительная негибкость. Инвестиционная стоимость особенно высока, когда
единственная сложная машина должна быть способна к выполнению многих операций.
Поскольку фиксированная автоматизация предназначена для выпуска специфического
изделия, изменение настроек оборудования для выпуска новых изделий является
трудным и дорогостоящим. Однако фиксированная автоматизация увеличивает
эффективность и приводит к самой низкой доле переменной стоимости в продукции.
Гибкая автоматизация. Гибкая (или программируемая) автоматизация может
быть легко изменена для обработки разных изделий. Способность
перепрограммировать оборудование полезна и в процессо-ориентированных,
и в продукто-ориентированных операциях. Машина,
которая делает разнообразные изделия небольшими сериями, в процессо-ориентированном
случае может быть запрограммирована, чтобы чередовать изделия. Когда машина
специализирована по выпуску специфического изделия, как это бывает в продукто-ориентированных процессах, и выпуск изделия
заканчивается, машина может просто быть перепрограммирована с новой
последовательностью операций для нового изделия. Компания по производству
дизельных двигателей Cummins,
расположенная в Колумбусе, штат Индиана, использует продукто-ориентированную гибкость для частых переработок
дизайна. Например, за первые 18 месяцев после введения новых компрессионных
тормозов для своих двигателей, инженеры сделали 14 проектов этих тормозов. Если
бы тормоза производились на менее гибким оборудовании,
эти усовершенствования, вероятно, потребовали бы нескольких лет и миллионов
долларов, и, возможно, просто не были бы сделаны. Программируемая автоматизация
дала Cummins конкурентное преимущество, сократив время выхода на
рынок на два года, уменьшив ежегодные гарантийные расходы приблизительно на 300
000 долларов, и уменьшила затраты клиентов более чем на 30 процентов.
Взаимозависимость решений.
Каждое из пяти решений
процесса имеет связь с объемом выпуска продукции. Большой объем производства
имеет место тогда, когда заказ на изделие или услугу достаточно весом, когда
каждая единица продукции или услуги требует выполнения существенного объема
работы, и когда комплектующие или задания стандартны и поэтому часто
используются. На рисунке 16 показано, как выбор процесса и другие главные
решения процесса связаны с объемом производства. Вертикальные линии отражают
связь между объемом производства и выбором процесса, а горизонтальные линии
представляют последующую связь между выбором процесса и другими решениями
процесса. Большие объемы обычно означают:
· Конвейер или непрерывный процесс.
· Больше вертикальной интеграции. Большие объемы создают больше возможностей
вертикальной интеграции.
· Меньше гибкости ресурса. Когда объемы высоки, нет никакой потребности в
гибкости, чтобы использовать ресурсы эффективно, а специализация может привести
к более эффективным процессам.
· Меньше степень вовлечения клиента. При больших объемах производства фирмы не могут
выполнять индивидуальные требования каждого заказчика. Исключением являются
телефонные станции, торговые автоматы, автоответчики банков, главным образом
потому, что эти процессы требуют минимального индивидуализированного внимания.
· Больше капиталоемкости. Большие объемы сглаживают большие фиксированные
затраты эффективной операции.
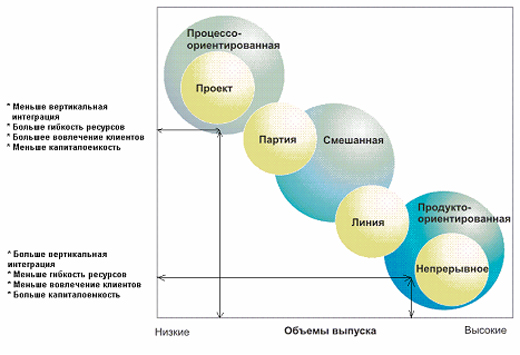
Рис. 16. Объем производства и основные решения для
процессов
Низкие объемы производства
обычно означают:
· Единичное или мелкосерийное производство;
· Низкий уровень вертикальной интеграции;
· Большую гибкость ресурсов;
· Значительное вовлечение потребителя в производственный
процесс;
· Уменьшение капиталоемкости.
Конечно, это только общие
тенденции. Можно найти достаточно много исключений из этих выводов, но данные
взаимоотношения дают ключ к правильному пониманию сути взаимодействия решений,
принимаемых относительно процессов.
Возможность экономии.
Обратите внимание, что
капиталоемкость и гибкость ресурса изменяются обратно пропорционально (рис. 16).
Если капиталоемкость высока, гибкость ресурса низка. Чтобы выполнить уникальные
заказы клиентов, ресурсы должны быть гибки, а так как процесс требует ручной
работы, капиталоемкость низка.
В некоторых типах
технологических операций, типа механической обработки и сборки, программируемые
автоматические линии нарушают эти традиционные обратные отношения между
гибкостью ресурса и капиталоемкостью. Это делает возможную и высокую
капиталоемкость, и высокую гибкость ресурса, создавая возможность экономии.
Возможность экономии отражает способность произвести большое количество изделий
дешевле, чем по отдельности. В этой ситуации, два противоречивых конкурентных
приоритета – настройка на требования потребителя и низкая цена – становятся
более совместимыми. Однако использование возможности экономии требует, чтобы
партия частей или изделий имела достаточно большой суммарный объем, чтобы
использовать оборудование полностью, возможно даже делая необходимым работу
машин в несколько смен. Добавление изделия к семейству приводит к необходимости
затрат на разовое программирование (и иногда – на захваты). Захваты -
устройства многократного использования, которые обеспечивают точность обработки
деталей, удерживая их в заданном положении во время обработки.
Вопрос 3. Менеджмент технологических изменений.
Изменение капиталоемкости
означает изменение в технологии. В наших целях определим технологию, как любой
ручной, автоматизированный, или умственный процесс, используемый для
преобразования исходных материалов в продукцию или услуги. Каждая операция
имеет свою технологию, даже если она ручная. Обычно существует несколько
технологий, из которых менеджер должен выбрать наиболее подходящую. Например, простой процесс распиловки древесины может быть выполнен,
по крайней мере, четырьмя способами: ручной пилой; бензопилой или электропилой;
пилорамой, которую надо настроить, загрузить исходный материал и выгрузить
продукцию, но которая автоматически выполняет сам процесс распиловки;
высокоскоростной, непрерывно работающей автоматизированной пилорамой, которая
сама выполняет весь комплекс операций.
Из-за быстрых изменений
самих технологий и большого спектра выбора из них операционному менеджеру очень
важно принять взвешенное современное решение по поводу автоматизации. Ставки
достаточно высоки, так как такое решение действует на персонал не меньше, чем
решение технических вопросов производства. Удовлетворение работой и позитивный
настрой работников могут быть достигнуты, только если технологические изменения
вводятся грамотно.
В этом разделе мы не можем
рассмотреть все технологии, используемые в производстве и сфере обслуживания.
Здесь мы представим некоторые принципы менеджмента технологических изменений,
которые одинаково справедливы и для производства, и для сферы обслуживания. Мы
рассмотрим, как выбор технологий связан с операционной стратегией, и как с
помощью технологии получить конкурентные преимущества. В заключение будет
сформулировано несколько практических советов на данную тему.
Связь технологии и стратегии.
Правильный выбор технологии
должен быть связан с операционной стратегией. На рисунке 16 показано, что объем
выпуска продукции является важным фактором при выборе степени автоматизации и
капиталоемкости. Объем производства является производной от корпоративной
стратегии и конкурентных приоритетов. Если фирма стремится к выпуску дешевой
продукции, она должна стремиться к большим объемам производства и увеличивать
капиталоемкость. Если после вложения средств в автоматизацию производственного
процесса реальный объем продаж не соответствует ожидаемому,
производственная система фирмы становится бременем, особенно если оборудование
не приспособлено для выпуска других видов изделий или услуг.
Поиск конкурентных преимуществ.
Менеджеры, работающие в
рамках глобальной экономики, должны быть в курсе всех возможностей улучшения
производственного процесса. Потенциальные выгоды от внедрения новых технологий
являются дальнодействующими. Одна их очевидных выгод – уменьшение прямых затрат
на рабочую силу и сырье. Например, Fiat за 9
лет сократил число рабочих мест с 138 000 до 72 000 за счет
инвестиций в робототехническое производство. Возможны также: рост продаж,
улучшение качества, уменьшение времени доставки (за счет ускорения процесса
производства), уменьшение потребности в складах, уменьшение вредного влияния на
окружающую среду (например – за счет уменьшения уровня шума).
Инвестиции в новые
технологии могут быть невозможными, особенно для сложных и дорогих проектов
автоматизации, требующих перестройки всего производства. Эти инвестиции могут
быть слишком рискованны из-за неопределенности в прогнозе спроса или ожидаемых
преимуществ продукции или услуги. Технология может
содержать скрытые затраты, требуя, например, более квалифицированного персонала
для обслуживания нового оборудования. Это может привести к сопротивлению со
стороны персонала и к их неудовлетворенности условиями работы.
Операционный менеджер должен
тщательно взвесить плюсы и минусы различных технологических изменений.
Менеджмент технологий – это больше чем просто выбор правильного варианта. Он
также означает поддержку технологий через их улучшение.
Несколько советов.
Хотя операционные менеджеры
в процессе принятия решений не дают полных гарантий успешности результатов,
можно сформулировать четыре основных совета на основе опыта принятия таких
решений. Они относятся к упрощению и начальному планированию, обоснованию,
человеческому фактору и руководству.
Упрощение и
начальное планирование. До
рассмотрения вопроса об автоматизации операционный менеджер должен упростить и
рационализировать текущие операции для исключения дублирования и ненужных
операций. Базой для внедрения автоматизации является то, что данная операция
может достичь, а не то, что она дает сегодня.
Менеджеры должны
планировать автоматизацию в уверенности, что операционная стратегия и
конкурентные приоритеты соответствуют технологическим решениям. Операционные
менеджеры должны точно представлять, что они ожидают от автоматизации. Они
должны точно рассчитать затраты и определить цели автоматизации. Если это
возможно, они должны вводить автоматизацию постепенно, по этапам.
Обоснование. Когда инвестиции в новые технологии оправданы? Для ответа
на этот вопрос часто используется традиционная техника финансового анализа.
Однако метод чистой приведенной стоимости может отвергнуть некоторые очень
успешные инновации. Проблема применения этого метода состоит в попытке
обоснования автоматизации за счет сокращения затрат на рабочую силу. Но
стоимость рабочей силы составляет только 10-12% от общих затрат.
Сосредоточившись только на экономии денежных средств, упускают из рассмотрения
большинство качественных факторов, таких как получение новых конкурентных
приоритетов, уменьшая тем самым истинное значение внедрения новых технологий.
Операционные менеджеры
должны видеть кроме прямых затрат на автоматизацию ее влияние на уровень
обслуживания клиентов, время доставки продукции, складское хозяйство и ресурсную
гибкость. Оценка влияния таких неосязаемых факторов, как быстрый выход на новые
рынки, может быть существенно затруднена. Но умный операционный менеджер должен
понимать, что отставание в темпах внедрения автоматизации, в
то время, когда конкуренты этим активно занимаются, неминуемо приведет к потере
конкурентного преимущества. Результаты такой потери могут быть самые тяжелые.
Таким образом, обоснование
должно начинаться с финансового анализа, но, кроме него, включать еще все
количественные факторы, которые нужно перевести в денежный эквивалент.
Полученная финансовая мера должна быть дополнена качественными факторами,
например, с использованием матричного подхода.
Человеческий
фактор. Работа, выполняемая
персоналом фирмы, существенным образом зависит от используемой технологии.
Естественно, что при изменении технологии меняется и характер этой работы.
Автоматизация влияет на трудовой процесс на всех уровнях – часть работ
исключает, некоторые усовершенствует, а другие переводит на уровень меньшей
квалификации. Даже когда изменения, связанные с внедрением автоматизации,
невелики, воздействие их на трудовой процесс может быть значительным.
Операционный менеджер должен предвидеть такое влияние и быть готовым к его
последствиям. Переход легче проходит тогда, когда автоматизация производится
для увеличения производственной мощности или для новых подразделений и не
затрагивает существующие производственные процессы. В других случаях важно
заранее организовать обучение и повышение квалификации работников.
Другим способом достижения
успешности рассматриваемого процесса является привлечение служащих к
проектированию новых систем. Когда в компании Ford проводили модернизацию заводов для выпуска минивэна Aerostar, менеджеры разрабатывали подходящие методы работы
совместно с рабочими, прямо участвующими в каждой операции. Работники внесли
434 предложения, около 60 процентов которых было принято и внедрено.
Руководство. Операционные менеджеры должны представлять все
затронутые изменениями подразделения для руководства и координации работ по
автоматизации. Кроме того, должен быть общий лидер, имеющий соответствующий
опыт и заряжающий энтузиазмом весь коллектив. Действующее высшее руководство
должно открыто поддерживать всю команду разработчиков в течение всего срока
работы.
Резюме.
Менеджмент процессов решает
задачу, как произвести продукцию или оказать услугу. Может быть принято
множество решений для лучшего соотношения трудовых ресурсов, оборудования и
материалов.
Менеджмент процессов
стратегически важен и тесно связан с уровнем производства в фирме. Он включает
в себя выбор ресурсов, операций, трудовых процессов и методов, используемых для
производства вещей и оказания услуг.
Решения для процессов
принимаются в следующих случаях: введении нового продукта или модификация существующего;
необходимости улучшения качества продукта; изменении конкурентных приоритетов;
изменении спроса; неадекватности текущей системы производства; появлении новых
технологий; изменении стоимости или доступности исходных материалов.
Пятью главными решениями
для процессов являются: выбор процесса, степени капиталоемкости, ресурсной
гибкости, вертикальной интеграции и вовлечения потребителя. Основными
вариантами процессов являются единичное, мелкосерийное, конвейерное и
непрерывное производства. Капиталоемкость – комбинация основного оборудования и
человеческих ресурсов в процессе производства. Ресурсная гибкость отражает
степень применения оборудования к широкому спектру работ. Вертикальная
интеграция определяется при решении вопроса «Покупать или производить?».
Вовлечение потребителя – усиление влияния потребителя на процесс производства.
Основа взаимодействия
решений – объем производства. Например, большой объем ассоциируется с
конвейерным или непрерывным производством, вертикальной интеграцией, низкой
ресурсной гибкостью, слабым вовлечением потребителя и низкой капиталоемкостью.
Для достижения
конкурентного преимущества операционный менеджер должен уделять достаточно
внимания улучшению технологии. Потенциальные выгоды от этого связаны с прямыми
затратами, качеством, временем доставки, складским хозяйством, окружающей
средой.
Фиксированная автоматизация
повышает эффективность выпуска продукции для больших объемов производства и
длительных жизненных циклов, а гибкая (программируемая) автоматизация дает возможность
экономии. Гибкость достигается за счет уменьшения времени перенастройки
оборудования на выпуск нового продукта.
Операционный менеджер
должен сделать неформальный выбор относительно вложений в новую автоматизацию.
Успех возможен при упрощении текущих операций, установке целей, выявлении всех
затрат и выгод, учете человеческого фактора и обеспечении качественного
руководства и поддержки. Успешность тактики технологического менеджмента лежит
в раннем планировании, обосновании на основе количественного и качественного
анализа, учете человеческого фактора и командно-ориентированном руководстве.
Тема 5. Разработка процессов
Цели обучения:
В
данном блоке рассматривается следующий этап операционного менеджмента -
определение конкретной реализации процесса.
В результате изучения данного блока
слушатель будет:
· давать определение реинжиниринга
процессов;
· иметь представление о критических процессах, жестком
руководстве, межфункциональных командах;
· понимать важность применения современных информационных
технологий в процессе реинжиниринга;
· воспринимать и применять философию реинжиниринга
при анализе процессов;
· применять блок-схемы процессов и карты процессов при их
анализе.
Содержание темы:
1. Введение.
2. Реинжиниринг
процессов.
3. Улучшение процессов.
4. Резюме.
Введение.
Выбор
процесса из спектра, обозначенного пятью основными видами процессов, является
стратегическим выбором. Следующий этап менеджмента процессов – определение
конкретной реализации процесса. Существует два разных, но дополняющих друг друга
подхода к проектированию процессов – реинжиниринг
процессов и улучшение процессов. Мы начнем с реинжиниринга
процессов, который активно используется в настоящее
время в практике менеджмента процессов.
Вопрос 1. Реинжиниринг
процессов.
Понятие реинжиниринга.
Реинжинирингом называется существенное переосмысление и радикальное перепроектирование бизнес-процессов в целях повышения таких
показателей, как стоимость, качество, уровень обслуживания и скорость. Реинжиниринг
процессов ближе к полному перепроектированию, чем
к последовательному улучшению процесса.
Это серьезная переделка, она не всегда необходима и не обязательно приводит к
успеху. Проблемы, в форме сокращения объемов производства и перерасходов средств для инвестиций в информационные технологии, почти
всегда сопровождает массовые изменения. Однако реинжиниринг
процессов может дать большие выгоды. Например, Bell Atlantic
перепроектировал свой телефонный бизнес. После пяти лет усилий это сократило
время подсоединения новых клиентов от 16 дней до считанных часов. Изменения
привели к увольнению 20 000 служащих, но компания стала существенно
конкурентоспособнее.
Процесс, выбранный для реинжиниринга, должен быть основным процессом, типа
деятельности фирмы по выполнению заказа. Реинжиниринг
требует сосредоточения на этом процессе, часто с использованием межфункциональных команд, информационных технологий,
лидерства и анализа процесса.
Критические процессы.
Акцент реинжиниринга
должен быть на основных бизнес-процессах, а не функциональных отделах типа покупки
или маркетинга. Для процессо-ориентированной
стратегии менеджеры могут рассматривать возможности устранения ненужных работ и
контролирующих действий. Реинжиниринг должен
проводится для основных процессов, таких как подготовка
к выпуску нового изделия или услуги для клиента, так как на него требуется
затратить значительное время и энергию. Обычные действия по усовершенствованию
процесса (но не реинжиниринг) могут быть продолжены с
другими процессами. Выбранные процессы должны быть детально определены в
терминах стоимости и удовлетворения требованиям клиента, чтобы в результате
гарантированно улучшить общие результаты всей работы.
Жесткое руководство.
Высшее руководство должно
обеспечить жесткий надзор за процессом реинжиниринга,
чтобы он был успешным. Иначе, цинизм, сопротивление ("мы уже это
пробовали") и границы между функциональными областями могут блокировать
радикальные перемены. Менеджеры могут помочь преодолеть сопротивление новому.
Они обеспечивают давление для процесса выполнения проекта. Они также
гарантируют, что проект осуществляется в пределах стратегического контекста, с
прямой связью с корпоративной стратегией и конкурентным приоритетам.
Руководство должно установить и контролировать такие ключевые цели выполнения
процессов, как стоимость, качество или скорость обслуживания. Высшее
руководство также должно создавать ощущение безотлагательности, делая факт
изменений неотвратимым.
Межфункциональные команды.
Для выполнения проекта реинжиниринга готовится команда, состоящая из специалистов
от каждой функциональной области, которую затрагивает процесс реинжиниринга. Например, при реинжиниринге
процесса обработки страховых заявлений должны быть представлены три
подразделения: службы работы с клиентами, корректировки и учета. При
формировании команды должны быть применены специальные концепции, включая
оценку работы группы, основанную на достигнутых результатах,.
Реинжиниринг проходит лучше всего там, где
существует высокий уровень вовлечения сотрудников в процесс управления
производством, где организованы самостоятельные группы и делегирование
полномочий служащим - правило, а не исключение. Инициативы сверху-вниз
и снизу-вверх могут быть объединены - нисходящая для целей выполнения и
восходящая - для определения путей достижения этих целей.
Информационные технологии.
Информационные технологии –
один из главных инструментов проектирования процесса. Чаще всего при реинжиниринге проектирование процессов ведется вокруг
информационных потоков, таких как выполнение заказа клиента. "Владельцы
процесса", то есть те, кто будет фактически отвечать за работу на рынке,
нуждаются в информационных сетях и компьютерной технологии, чтобы сделать свою
работу лучше. Группа реинжиниринга должна продумать,
кто, когда и где нуждается в информации. Реструктурирование организации вокруг
информационных потоков может устранить значительную часть рабочей и
управленческой деятельности. Например, Wal-Mart перепроектировал свой процесс с использованием
информационных технологий для уменьшения числа оптовых торговцев и значительного
сокращения затрат. Теперь, когда клиент покупает что-то, информация немедленно
передается предприятию-поставщику и отражается в производстве и графике
отгрузки.
Философия реинжиниринга.
Реинжиниринг требует философии "чистого листа" - то есть
начинать со способа, которым клиент хочет иметь дело с компанией. Чтобы
гарантировать ориентацию на клиента, команда начинает с внутренних и внешних
целей клиента для перепроектируемого процесса. Часто это означает сначала
установление ориентировочной цены изделия или услуги за вычетом желаемой
прибыли, а затем нахождение процесса, который обеспечивает продукцию требуемого
клиентом уровня по цене, которую клиент согласен заплатить. Реинжиниринг
запускают с ожидаемого будущего и выполняют в обратном направлении, не принимая
во внимание существующую производственную ситуацию.
Анализ процессов.
Несмотря на философию
чистого листа, группа реинжиниринга должна понимать
состояние текущего процесса: что делается, как хорошо делается, и какие факторы
влияют на процесс производства. Такое понимание может показать области, где
новый подход обеспечит самый лучший результат. Однако акцент следует делать
именно на понимании общего состояния процесса, а не на его деталях. Иначе
команда перепроектировщиков будет неспособна рассматривать
радикально различные подходы. В то же время, группа должна рассмотреть каждую
процедуру, вовлеченную в процесс в рамках всей организации, планируя каждый шаг
и затем, подвергая его сомнению и устраняя шаги, которые не являются
действительно необходимыми. Информация относительно конкурентной ситуации,
процесс за процессом, является также ценной.
Вопрос 2. Улучшение процессов.
Улучшением процессов
называется систематическое изучение действий и потоков для каждого процесса с
целью его улучшения. Неустанное стремление обеспечить лучшее качество по более
низкой цене означает, что компании должны непрерывно пересматривать все аспекты
их бизнеса. Усовершенствование процесса применяется вне зависимости от того,
подвергался данный процесс реинжинирингу или нет. Реинжиниринг использует инструменты усовершенствования
процесса и выполняется после завершения деятельности по усовершенствованию
процесса.
В
этом разделе мы рассмотрим два основных метода отображения анализа процессов:
блок-схемы и карты процессов. Эти методы систематически отображают подробности
процесса, позволяя лучше его понимать. По этим результатам аналитик может
выделить задачи, которые могут быть упрощены или указать, где
производительность может быть улучшена. Усовершенствования могут быть сделаны в
качестве, времени производства, стоимости, ошибках, безопасности, или
своевременности поставки. Эти методы могут использоваться, как для
проектирования новых процессов, так и для перепроектирования
существующих, и должны использоваться периодически для изучения всех операций.
Однако самый большой эффект, вероятно, будет при применении их к операциям,
имеющим одну или большее число следующих характеристик:
· Процесс медленно реагирует на требования потребителей;
· В процессе возникает большое количество проблем
качества или ошибок;
· Процесс слишком затратен;
· Процесс является узким местом, из-за которого
тормозится весь производственный процесс;
· Процесс содержит нежелательные виды работ, приводит к
загрязнению окружающей среды, не обеспечивает желаемых объемов.
Обе
процедуры анализа включают разбиение процесса на более мелкие компоненты. Чтобы
сделать это, менеджер должен ответить на шесть вопросов:
· Что надо сделать?
· Когда это надо сделать?
· Кто это должен делать?
· Где это надо сделать?
· Сколько это займет времени?
· Как это можно сделать?
Ответ
на эти вопросы вызывает другой ряд вопросов. Почему? Почему процесс
происходит именно таким образом? Почему процесс происходит именно в этом месте?
Почему процесс происходит именно в это время? Такой набор вопросов часто может
привести к творческим ответам, что даст возможность крупного продвижения в
проектируемом процессе. Аналитик должен провести коллективное обсуждение
различных аспектов проектируемого процесса, рассматривая так много решений,
насколько это возможно. Могут быть упрощены отдельные элементы процесса,
некоторые процессы - полностью устранены, снижены объемы закупки исходных
материалов, или работа сделана более безопасной. Для большинства видов
оборудования кроме самой реорганизации процесса могут снизится
затраты труда в результате устранения ненужных функций, таких как осмотр
комплектующих, складирование, обработка материалов, избыточное диспетчерское
управление. Например, корпорация Eaton перестроила
свое предприятие в Маршалле (штат Мичиган), использовав
конвейер для транспортировки заготовок автоматически со станка на станок, пока
они не превратятся в шестерни для дифференциала грузовика. Компьютерные
измерительные системы, установленные вместо людей-контролеров, гарантируют
автоматический учет точных размеров каждой шестерни. Такие изменения -
результат критического анализа каждого процесса.
Блок-схемы процессов.
Блок-схема показывает поток
информации, клиентов, служащих, оборудования, или материалов через процесс.
Никакого точного формата для блок-схем нет, она может быть нарисована просто
как комбинация блоков, линий и стрелок. На рисунке 17 показана блок-схема
процесса ремонта автомобилей, начинающаяся с получения запроса клиента о
ремонте и заканчивающаяся выдачей клиенту автомобиля.
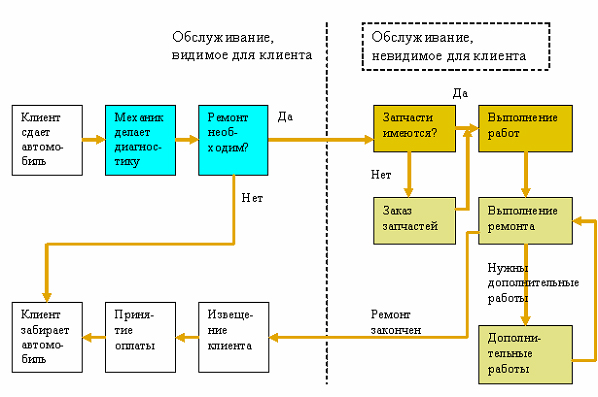
Рис. 17. Блок-схема ремонта автомобиля
На этом рисунке пунктир
видимости отделяет действия, которые являются непосредственно видимыми клиентам
от тех, которые являются невидимыми. Такая информация особенно ценна для
сервисных операций, вовлекающих клиента в существенный контакт. Хорошо видны
как основные операции, так и те, в которых может быть нежелательный результат.
Другие формы представления блок-схем также приемлемы. Так, часто полезно
показать около каждого блока такие параметры процесса как
· полное прошедшее время;
· потери качества;
· частота ошибки;
· производительность, или
· стоимость.
Иногда блок-схемы
накладываются на схемы размещения оборудования. Для выполнения этого
специального вида блок-схемы аналитик сначала делает приблизительный эскиз
территории, на которой выполняется процесс. На нем аналитик наносит график пути
человека, материала или оборудования, используя стрелки, чтобы указать
направление движения или потока. На рисунке 18 показана такая блок-схема для
мойки автомобилей, иллюстрирующая потоки автомобилей и клиентов.
Рис. 18. Блок-схема мойки автомобилей
Обычно на мойке была только
одна очередь на обслуживание, но в пиковые периоды очередь автомобилей выходила
за пределы предприятия, блокируя движение транспорта. Владелец мойки
использовал блок-схему для принятия решения о возможности добавления еще одной
очереди без изменения выполнения других операций. Теперь автомобили встают в
одну из двух очередей от места въезда и снова формируют общую очередь перед
поворотом на моечную установку. Непосредственно перед моечным отсеком клиент
оставляет автомобиль и проходит через отдельную дверь в офис, чтобы заплатить
за обслуживание. Автомобиль продолжает перемещаться через моечный отсек до
места ожидания клиента, возвращающегося через вторую дверь к уже вымытому и
высохшему автомобилю. После этого клиент садится в автомобиль и уезжает.
Карты процессов.
Карта процесса – способ
организации фиксирования всей деятельности, выполняемой работником,
оборудованием, филиалом с клиентом или материалом. Для наших целей сгруппируем
эту деятельность в пять категорий:
· операция
– изменение, создание или добавление чего-то. Просверливание отверстия и
обслуживание клиента могут быть примерами этого вида деятельности;
· транспортировка – перемещение изучаемого объекта с одного места на другое (иногда это
называется менеджментом материалов). Объект может быть человеком, материалом,
инструментом или частью оборудования. Клиент переходит с одного участка
обслуживания на другой, кран переносит стальную болванку в нужное место, конвейер
перемещает частично собранную продукцию от одного рабочего места к другому;
· инспекция –
проверка чего-то без внесения изменений. Проверка качества поверхности,
взвешивание продукта, считывание показаний датчиков температуры – примеры
данного вида деятельности;
· задержка –
ожидание следующей операции. Время, затрачиваемое на ожидание материалов или
оборудования, время простоя рабочих и оборудования без загрузки – примеры
данного вида деятельности;
· хранение –
хранение до следующих операций. Остатки материалов помещаются на склад,
оборудование возвращается после обслуживания, документы складываются в
соответствующие папки.
В зависимости от конкретной
ситуации могут использоваться другие категории деятельности. Например,
категорией может быть заключение контрактов с внешними поставщиками услуг, или
временное хранилище и постоянное могут быть двумя различными категориями.
Для заполнения карты нового
процесса аналитик может выполнять эту работу для каждого шага процесса, выбирая
для него собственную категорию в соответствии со спецификой выполняемых
действий. Затем аналитик заполняет расстояния перемещения и время выполнения
каждого шага. После завершения всех шагов аналитик суммирует количество шагов,
времена и расстояния. В таблице 5 показан пример карты процесса на примере
пациента госпиталя Lower Florida Keys.
Процесс начинается со входа в приемный покой и заканчивается уходом из
госпиталя после выписки рецептов. Такая карта используется для улучшения
процесса. После подготовки карты как для нового, так и
для существующего процесса, она становится основой для «мозгового штурма» по
нахождению возможных путей улучшения процесса.
Таблица 5.
Карта процесса для приемного покоя
|
Процесс: приемный покой Субъект карты: пациент с травмой
лодыжки Начало: вход в приемный покой Окончание: выписка из
госпиталя |
Итого |
|||||||||||
|
Деятельность |
|
Число
шагов |
Время
(мин) |
Рассто-яние (м) |
||||||||
|
Операция |
О |
5 |
23 |
- |
||||||||
|
Транспортировка |
Т |
9 |
11 |
239 |
||||||||
|
Инспекция |
И |
3 |
8 |
- |
||||||||
|
Задержка |
З |
2 |
8 |
- |
||||||||
|
Хранение |
Х |
- |
- |
- |
||||||||
|
Шаг № |
Время (мин) |
Рассто-яние (м) |
О |
Т |
И |
З |
Х |
Описание шага |
||||
|
1 |
0.5 |
5 |
|
х |
|
|
|
Вход в приемный
покой, обращение в окно пациентов |
||||
|
2 |
10.0 |
- |
х |
|
|
|
|
Заполнение истории
болезни |
||||
|
3 |
0.75 |
12 |
|
х |
|
|
|
Перевод пациента в
комнату осмотра |
||||
|
4 |
3.00 |
- |
|
|
х |
|
|
Осмотр пациента
медсестрой |
||||
|
5 |
0.75 |
12 |
|
х |
|
|
|
Возвращение в
приемный покой |
||||
|
6 |
1.00 |
- |
|
|
|
х |
|
Ожидание свободной
палаты |
||||
|
7 |
1.00 |
18 |
|
х |
|
|
|
Помещение пациента
в палату |
||||
|
8 |
4.00 |
- |
|
|
|
х |
|
Ожидание доктора |
||||
|
9 |
5.00 |
- |
|
|
х |
|
|
Осмотр пациента
доктором |
||||
|
10 |
2.00 |
60 |
|
х |
|
|
|
Переход в
рентген-кабинет |
||||
|
11 |
3.00 |
- |
х |
|
|
|
|
Проведение рентгена |
||||
|
12 |
2.00 |
60 |
|
х |
|
|
|
Возвращение в
палату |
||||
|
13 |
3.00 |
- |
|
|
|
х |
|
Ожидание
возвращения доктора |
||||
|
14 |
2.00 |
- |
х |
|
|
|
|
Установление
диагноза и предписаний |
||||
|
15 |
1.00 |
18 |
|
х |
|
|
|
Возврат в приемный
покой |
||||
|
16 |
4.00 |
- |
х |
|
|
|
|
Оформление выписки |
||||
|
17 |
2.00 |
58 |
|
х |
|
|
|
Переход в аптеку |
||||
|
18 |
4.00 |
- |
х |
|
|
|
|
Выписка рецептов |
||||
|
19 |
1.00 |
6 |
|
х |
|
|
|
Уход из госпиталя |
||||
Резюме.
Реинжиниринг процессов использует межфункциональные
команды для пересмотра проекта критических процессов. Улучшение процессов
является систематическим анализом деятельности и потоков, проводимое
непрерывно.
Две основные техники
используются для визуализации деятельности процессов: блок-схемы и карты
процессов. Обе являются способами организации детального изучения компонентов
процессов.
Задания для самоконтроля:
Custom
Molds, Inc. производит
формы для пластиковых деталей и пластиковые соединительные элементы для
электронной индустрии по заказу потребителей. Размещенная в Таксоне (штат Аризона), Custom Molds, Inc. была основана семейной командой – отцом и сыном
Томом и Мэйсоном Миллерами
в 1975 году. Том Миллер, инженер-механик по образованию, имел более чем
двадцатилетний опыт производства соединительных элементов в AMP, Inc., большой
фирме международного уровня по производству соединительных элементов для
электронной промышленности. Мэйсон Миллер закончил в
1974 году Аризонский университет по специальности
химии и химических технологий.
Первоначально компания
создавалась для обеспечения производителей соединительных элементов в
электронной промышленности специальными формами для производства пластиковых
деталей. Основным потребителем их продукции на рынке были подразделения
проектирования и развития этих производителей. Custom Molds, Inc. тесно сотрудничала с каждым потребителем при
проектировании специальных форм, которые потом использовались в
производственном процессе фирм-клиентов. Таким образом, каждая специальная форма делалась по стандартам
заказчика и была уникальна. Заказы на массовое производство форм появлялись
тогда, когда фирмы-заказчики переходили от этапа разработки пилотного
проекта к массовому производству новой продукции.
С годами репутация Custom Molds, Inc., как производителя качественных форм, росла и
укреплялась. На этой базе Миллеры решили расширить
рамки своего производства выпуском ограниченного набора пластиковых деталей.
Было добавлено оборудование по смешиванию ингредиентов и заливке в формы, и в
середине восьмидесятых годов они укрепили свою репутацию и как производители
качественных пластиковых деталей. Из-за ограниченной мощности производства
компания сосредоточилась на выпуске деталей, которые в небольшом количестве
использовались при проектировании новой продукции в фирмах-заказчиках.
Производственные процессы.
В 1985 году операции в Custom Molds, Inc. включали два различных процесса: производства форм и
производства пластиковых деталей. При многих различиях, эти два процесса были
связаны между собой, например, в случае заказа форм и деталей одной
фирмой-клиентом. Все производство размещалось в одном здании и имело
характеристики типичного единичного производства с процессами и однотипным
оборудованием, сгруппированным в разных частях здания. На рисунке ниже показан
схематический план завода.
Рис. 19. Схематичный план завода
В цехе производства форм размещено множество
участков с различными типами высокоточных станков, включая мельничные,
токарные, резательные и сверлильные.
Производство форм требует высокой
квалификации занятых в нем работников. При получении заказа команда
проектировщиков, включающая инженера-проектировщика и одного из 13 мастеров по
оборудованию, изучает проектные спецификации. Активно сотрудничая с заказчиком,
команда разрабатывает окончательные спецификации для формы и передает их
мастеру по оборудованию для выполнения. Это всегда тот же мастер, который
принимал участие в работе команды проектировщиков. В это же время отделу продаж
выдается копия проектных спецификаций, в соответствии с которыми производится
заказ исходных материалов и специального инструмента. Время, необходимое для
получения заказанных материалов и инструментов, составляет 3-4 недели. При
получении материалов для конкретной формы заводской мастер-планировщик заданий
назначает мастера по оборудованию и составляет график производства формы.
Производство формы занимает
от двух до четырех недель, в зависимости от текущей загрузки работников. Сам по
себе этот процесс требует от трех до пяти дней. После завершения производства
готовая форма передается на участок контроля, где она используется для
производства небольшого количества деталей на одной из заливочных машин. Если
полученные детали соответствуют разработанным спецификациям, форма передается
на очистку и полировку. После этого она упаковывается и пересылается заказчику.
Один день уходит на тестирование формы и еще один день – на очистку, полировку,
упаковку и доставку формы заказчику. Если же детали, полученные в процессе
тестирования, не соответствуют проектным спецификациям, то форма возвращается в
цех изготовления на переделку и процесс производства запускается с начала. В настоящее время компания обеспечивает поставку
заказа в течение 9 недель.
Процесс производства
пластиковых деталей частично отличается от процесса производства форм. Заказ на
детали может быть или получен вместе с заказом на соответствующие формы, или
детали могут быть стандартными (по образцам), формы для которых были заранее
произведены и хранятся на складе. Если форма уже есть, заказ пересматривается
проектировщиком с целью уточнения спецификаций деталей и исходных материалов.
Если у проектировщика появляются вопросы относительно спецификаций, он
обращается к заказчику для их пересмотра в процессе взаимных обсуждений.
После уточнения спецификаций
на детали и исходные материалы, эти материалы заказываются
и составляется расписание производства. Химикалии и компоненты, необходимые для
производства пластиковых деталей, обычно заказываются и доставляются в течение
недели. После получения необходимых компонентов они сначала проходят процесс
сухого смешивания, а затем добавления жидкости до получения желаемой
консистенции (называемой «кашицей»), для загрузки ее в заливочные машины. В
целом процесс смешивания занимает один день.
Когда «кашица» подготовлена,
доставляют соответствующую форму – либо со склада, либо с операции очистки и
полировки, если это новая форма. Хотя разные детали требуют различных
температур и давлений, время на производство детали относительно постоянно. Custom Molds, Inc. имеет в цехе заливки мощности по производству
5 000 деталей в день, однако исторически сложилось, что обычное время
выполнения заказа в этом подразделении составляет одну неделю. После завершения
операции формовки детали доводятся до степени готовности путем обрезки и
зачистки. После тестирования детали либо передаются на сборку, либо сразу на
участок упаковки и доставки заказчику. Если сборки не требуется, то доставка
обеспечивается в течение двух дней после производства.
Обычная операция сборки –
присоединение металлических элементов к пластиковой детали. При необходимости
сборки на нее выделяется еще три дня. Custom Molds, Inc. гарантирует трехнедельный срок выполнения заказа для
деталей, не требующих производства специальной формы.
Изменение внешних условий.
В начале 1991 года Том и Мэйсон Миллеры стали понимать,
что производство электроники изменилось. Производители электроники традиционно
использовали вертикальную структуру организации при производстве электронных
компонентов для снижения затрат и уверенности в своевременности поставки
деталей. В восьмидесятых годах эта тенденция изменилась. Производители стали
заключать партнерские соглашения с поставщиками деталей для обеспечения
своевременной поставки высококачественных и недорогих деталей. Этот подход позволил
направить высвободившиеся мощности на другие цели, что повысило отдачу
капиталовложений.
Влияние на Custom Molds, Inc. видно на приведенных результатах продаж за последние
три года. Структура продаж изменилась. Хотя количество заказов форм в год осталось
на том же уровне, заказы на большое количество форм снизились.
Таблица 6.
|
Размер заказа |
Количество заказов |
||
|
1988 |
1989 |
1990 |
|
|
1 |
80 |
74 |
72 |
|
2 |
60 |
70 |
75 |
|
3 |
40 |
51 |
55 |
|
4 |
5 |
6 |
5 |
|
5 |
3 |
5 |
4 |
|
6 |
4 |
8 |
5 |
|
7 |
2 |
0 |
1 |
|
8 |
10 |
6 |
4 |
|
9 |
11 |
8 |
5 |
|
10 |
15 |
10 |
5 |
|
Всего заказов |
230 |
238 |
231 |
Обратная ситуация
наблюдалась для пластиковых деталей, для которых количество заказов в год
снизилось, но размер заказов увеличился, как показано в следующей таблице 7.
Таблица 7.
|
Размер заказа |
Количество заказов |
||
|
1988 |
1989 |
1990 |
|
|
50 |
100 |
93 |
70 |
|
100 |
70 |
72 |
65 |
|
150 |
40 |
30 |
35 |
|
200 |
36 |
34 |
38 |
|
250 |
25 |
27 |
25 |
|
500 |
10 |
12 |
14 |
|
750 |
1 |
3 |
5 |
|
1000 |
2 |
2 |
8 |
|
3000 |
1 |
4 |
9 |
|
5000 |
1 |
3 |
8 |
|
Всего заказов |
286 |
280 |
277 |
В течение того же периода Custom Molds, Inc. начинает испытывать проблемы
в доставке. Клиенты стали жаловаться, что их заказы выполняются за четыре или
пять недель вместо установленных трех, что нарушает график их работы. В
процессе анализа сложившейся ситуации выяснилось, что мастеру-планировщику
заданий сложно сказать, когда заказ будет доставлен. Причина этого – в узких
местах в производстве, которые трудно предвидеть. Они появляются при переходе
от одной операции к другой.
Том Миллер считает, что
производственные мощности вполне достаточны. Для определения причин задержек он
поручил одному из мастеров по оборудованию проследить весь путь таких заказов.
Однако это ему практически ничего не дало. Жалобы на несвоевременность поставок
продолжали поступать. Более того, два заказа были возвращены из-за обнаруженных
дефектов. Миллеры знали, что надо что-то делать.
Вопрос был единственным «Что?».
Ответьте на вопросы:
1. Какие основные проблемы встали перед Томом и Мэйсоном Миллерами?
2. Идентифицируйте индивидуальные процессы на диаграмме
потоков. Что является конкурентными приоритетами для этих процессов и меняет
природу производства?
3. Каковы альтернативы действий Миллеров?
Какой ключевой фактор должен быть ими рассмотрен при оценке этих альтернатив?
Глоссарий
Блок-схема процесса - показывает
поток информации, клиентов, служащих, оборудования, или материалов через
процесс.
Вертикальная интеграция - степень,
в которой производственная система фирмы управляет всей цепочкой процессов от
ресурсов до продаж.
Капиталоемкость - соединение
оборудования и умений персонала в производственном процессе; чем больше
относительная стоимость оборудования, тем больше капиталоемкость.
Карта процесса - способ
организации фиксирования всей деятельности, выполняемой работником,
оборудованием, филиалом с клиентом или материалом.
Менеджмент процессов - выбор
ресурсов, операций, трудовых процессов и методов для производства товаров и
услуг.
Ресурсная гибкость - легкость
управления широким спектром продукции, объемами выпуска, производительностью и
производственными функциями.
Технология - любой
ручной, автоматизированный, или умственный процесс, используемый для
преобразования исходных материалов в продукцию или услуги.
Улучшение процессов - систематическое
изучение действий и потоков для каждого процесса с целью его улучшения.
Раздел III. Менеджмент качества
Тема 6. Повышение качества
Цели обучения:
В данном блоке
рассматривается влияние качества продукции на процесс конкуренции, заключающееся в применении
философии общего управления качеством.
В результате изучения данного блока слушатель будет:
· знать основные принципы и структуру общей системы управления
качеством;
· давать различные определения качества и понимать
важность сокращения разницы между ожиданиями потребителя и реальным качеством
продукции;
· использовать качество как оружие конкуренции;
· понимать важность и знать способы вовлечения служащих в
процесс улучшения качества;
· воспринимать непрерывное улучшение качества как
философию непрерывного поиска способов улучшения операций;
· классифицировать и вычислять возможные потери из-за
низкого качества;
· использовать эталонное тестирование, проектирование
изделий и услуг, проектирование процессов и закупок для общего повышения
качества;
· формировать функцию качества и строить «дом качества»
для определения способов улучшения качества;
· повышать качество путем планирования закупок;
· применять инструменты повышения качества: проверочные
листы, гистограммы и столбиковые диаграммы, диаграммы Парето, диаграммы
рассеивания, графики причинной зависимости, графики, контрольные диаграммы.
Содержание темы:
1.
Введение.
2.
Качество: философия управления.
3.
Вовлечение служащих.
4.
Непрерывное совершенствование.
5.
Потери из-за низкого качества.
6.
Улучшение качества через TQM.
7.
Резюме.
Введение.
В этом разделе курса рассматривается влияние качества
продукции на процесс конкуренции,
заключающееся в применении философии общего управления качеством. Общее
управление качеством (Total Quality
Management - TQM) основывается на трех принципах:
удовлетворение требований потребителя, вовлечение в этот процесс служащих,
непрерывное повышение качества. Как показано на рис. 20, TQM также включает в
себя эталонное тестирование, проектирование изделий или услуг, проектирование
процессов, организацию продаж и инструменты принятия решений.

Рис. 20. Колесо TQM
Вопрос 1. Качество: философия управления.
Любой рожденный в 1970-ых или позже вероятно считает
само собой разумеющимся потребительский спрос на высококачественные изделия и
услуги, а также потребность фирм в повышении их качества для получения
конкурентных преимуществ. Однако качество не всегда было высшим приоритетом.
Качество изделий, поставляемых из Японии в 1950-ых и 1960-ых годах на
международный рынок, было очень низко вследствие разрушения японской
промышленности бомбежками во Второй мировой войне.
Япония должна была полностью восстановить свою индустриальную основу. Начиная с
1970-ых, японские изготовители, с помощью американских консультантов, таких,
как Эдвард Деминг, сделали качество конкурентным
приоритетом. Американские автомобилестроители смеялись над неспособностью
маленьких, топливно-экономичных японских автомобилей конкурировать с их
большими, роскошными машинами. Однако энергетический кризис в середине 1970-ых
создал спрос на топливную эффективность и, дополняя уверенность потребителей,
что японские автомобили имеют лучшее качество, чем построенные в США, открыл
дверь для японских изготовителей, получивших преимущество на рынке. Методы
повышения качества продукции, используемые в автомобильной промышленности,
проникли и в другие отрасли промышленности Японии. Американские автомобильные
изготовители в 1980-ых уже поняли, что они должны или прислушиваться к
клиентам, или потерять позиции на рынке. То, что сначала было смешно, за 30 лет
выросло в глобальные стандарты. Сегодня разрыв в качестве между японскими и
другими автомобилями быстро уменьшается. Тем не менее, урок, полученный фирмами
всего мира ясен: глобальная экономика, начиная с 1990-ых годов, диктует, что
компании должны обеспечивать клиента расширенным спектром изделий и услуг,
имеющих высокий уровень качества.
В начале курса мы идентифицировали два конкурентных
приоритета, которые имеют дело с качеством: качество разработки и согласованное
качество. Эти приоритеты характеризуют конкурентоспособность организации.
Стратегические планы, которые признают качество как существенный конкурентный
приоритет, должны быть основаны на некотором рабочем определении качества. В
этом разделе мы рассмотрим различные определения качества и важность сокращения
разницы между ожиданиями потребителя и реальным качеством продукции.
Ориентированные на клиента
определения качества.
Клиенты определяют качество различными способами. В
общем плане качество может быть задано как уровень удовлетворения ожиданий
клиента. Для практических же целей необходимо более конструктивное определение.
Качество имеет многократные измерения во мнении клиента, поэтому может
применяться одно или несколько следующих определений.
Соответствие описанию. Клиенты ожидают, что качество
изделий или услуг, которые они покупают, будут соответствовать или превышать
некоторые рекламируемые уровни. В производстве такими уровнями могли бы быть
допуски для размеров отдельных частей или отрезок времени до первого ремонта.
Например, Seagate,
изготовитель жестких дисков для персональных компьютеров, подчеркивает качество
разработки двигателей этого диска,
рекламируя, что двигатели имеют среднее время между отказами около
30,000 часов. Все компоненты двигателя диска должны соответствовать их
индивидуальным спецификациям, чтобы достигнуть желаемого качества изделия в
целом. Работнику цеха качество определено допусками на те
части, которую нужно обработать. Для клиента качество измеряется временем между
отказами.
В системах обслуживания соответствие спецификациям
также важно, даже если при этом не производится никакой материальной продукции.
Спецификации для системы обслуживания могут касаться своевременности поставки
или времени ответа. Bell (Канада) измеряет качество
работы операторов в Онтарио отрезком времени, необходимого для обработки
запроса (так называемое "handle time"). Если среднее время превышает стандарт в 23 секунды, менеджеры проводят работу с операторами,
чтобы уменьшить его.
Стоимость. Другой путь определения качества - через стоимость
изделия, или насколько изделие или услуга соответствует своей цене.
Соответствие стоимости изделия или услуги их цене зависит от опыта их
использования клиентами. Например, если вы потратили 2 доллара для покупки ручки,
и она служит хорошо в течение трех месяцев, вы могли бы сказать, что покупка
того стоила. Ваши ожидания для качества изделия были выполнены или превышены.
Однако если ручка отказала через два дня, вы будете разочарованы и
почувствуете, что деньги потрачены зря.
Пригодность для использования. В оценке пригодности для
использования, или того, как хорошо изделие или сервис выполняет свое
назначение, клиент может рассматривать механические особенности изделия или
удобство обслуживания. Другие аспекты пригодности для использования включают
стиль, долговечность, надежность, мастерство изготовления и эксплуатационную
надежность. Например, вы можете судить о качестве работы зубного врача на
основе возраста его оборудования.
Поддержка. Часто качество сервисного обслуживания важно
клиентам не меньше, чем качество самого изделия или услуги. Хорошая поддержка
изделия может восполнять недостаток качества в других областях.
Психологическое впечатление. Люди часто оценивают качество
изделия или услуги на основе психологических впечатлений: атмосферы, образа или
эстетики. В сфере обслуживания, где клиент находится в близком контакте с
персоналом, внешний вид и действия этого персонала очень важны. Хорошо одетые,
вежливые, дружественные и сочувствующие служащие могут восприниматься клиентом
как показатели качества обслуживания. Наоборот, неряшливо одетые,
невоспитанные, или сварливые официанты могут подорвать все усилия ресторана в
обеспечении высококачественного обслуживания. В производстве качество изделия
часто оценивается на основе знаний и индивидуальности продавцов, а также образа изделия, представленного в
рекламе.
Качество как оружие конкуренции.
Достижение высокого уровня качества во всех областях
бизнеса - трудная задача. Она становится еще труднее, когда происходит
периодическое изменение восприятия качества у потребителей. Например, изменения
в образе жизни потребителя и экономических условий решительно изменили
восприятие клиентом качества автомобилей. После нефтяного кризиса в середине
1970-ых, предпочтения потребителя переместились от мощности и внешнего вида к
топливной экономичности. К предпочтению качества разработки и производства в
1980-ых добавилось требование большей безопасности в 1990-ых.
Вообще, успех бизнеса зависит от точности восприятия
ожиданий клиента и способности соединять ожидания потребителя и реальные
возможности. Потребители сегодня намного более требовательны к качеству и во
многих случаях предпочитают потратить больше для покупки изделия, которое
дольше прослужит или обслуживание которого делается быстро и в полном объеме.
Хорошее качество может давать и более высокую прибыль.
Высококачественные изделия и услуги могут быть оценены выше, чем аналогичные.
Низкое качество разрушает способность фирмы конкурировать на рынке и
увеличивает затраты на создание изделия или услуги.
Вопрос 2. Вовлечение служащих.
Одна из важных "спиц" колеса TQM -
вовлечение в этот процесс служащих. Полная программа вовлечения служащих
включает изменение организационной культуры, индивидуальное развитие через
обучение, введение наград и стимулов, совместную работу.
Изменения в культуре.
Управление качеством требует понимания важности
качества всеми служащими и их мотивировки в улучшении качества изделий. Часто
это требует изменения деловой культуры организации. Изменение должно идти от
высших уровней управления. Например, в конце 1970-ых Scandinavian
Airline System (SAS) стала
нести финансовые убытки из-за увеличения конкуренции и повышения цен на
топливо. Ян Карлсон, президент SAS, решил, что SAS
мог бы получить конкурентное преимущество на основе повышения качества
обслуживания. Его наиболее важным шагом было введение концепции "момента
истины", когда клиент непосредственно сталкивается с представителем SAS.
Результаты первого контакта часто определяют качество обслуживания для
пассажиров. SAS перевозит более 12 миллионов пассажиров в год, и каждый из них
встречает в среднем пять служащих SAS. Поэтому клиенты сталкиваются с SAS
услугами более 60 миллионов раз в год, и в каждом таком случае формируется
мнение относительно SAS. Через год компания начала снова получать прибыль, а
через шесть лет увеличила разницу между себестоимостью и ценой продажи до 10
процентов.
Ответственность за качество несет вся организация, но
особенно - работники, которые фактически делают изделие или выполняют услугу.
TQM способствует общему повышению качества и вовлекает все функции, которые
касаются изделия или услуги.
Одно из главных направлений в развитии надлежащей
культуры - в определении клиента для каждого служащего. Вообще, клиенты делятся
на внутренних и внешних. Внешние клиенты - люди
или фирмы, которые покупают изделие или услугу. Однако каждый служащий также
имеет одного или более внутренних клиентов - служащих
фирмы, которые используют его продукцию. Например, для рабочего, делающий
отверстия в одной из частей изделия и передающий его сварщику, сварщик -
внутренний клиент. При этом сварщик будет иметь многие из тех же самых
определений качества, как и внешний клиент, за исключением того, что они
касаются компонента вместо изделия целиком. Все служащие должны хорошо
обслуживать своих внутренних клиентов, чтобы, в конечном счете, удовлетворить
запросы внешних клиентов. Понятие внутренних клиентов применяется ко всем
подразделениям фирмы. Например, бухгалтерия должна готовить точные и
своевременные доклады для руководства, а отдел снабжения должен обеспечить
своевременную закупку высококачественных материалов для производства.
Ошибки или дефекты должны быть обнаружены и исправлены
в их источнике, не передаваясь внутреннему клиенту. Эта философия называется quality at the source (качество исходного
материала). В некоторых фирмах рабочие имеют полномочия, чтобы
остановить поточную линию, если они обнаруживают проблемы качества. На заводе
Кавасаки (США) огни различных цветов вдоль линий сборки указывают серьезность
обнаруженной проблемы качества. Рабочие активируют желтый свет, чтобы указать,
что проблема была обнаружена и красный свет, когда проблема достаточно
серьезна, чтобы остановить линию. Если линия остановлена, проблема должна быть
решена быстро, потому что каждая потерянная минута увеличивает затраты и
уменьшает выпуск продукции. Но в TQM последовательное улучшение качества имеет
более высокий приоритет, чем уровень производства.
Индивидуальное развитие.
Программы обучения на рабочем месте могут помогать
улучшать качество. Обучение новым методам работы опытных рабочих или новых
служащих современным методам работы может увеличивать производительность и
уменьшать число дефектов изделия. Некоторые компании обучают рабочих работе на
соседних с ними рабочих местах, чтобы помочь им понять, как проблемы качества в
их собственной работе могут создавать проблемы для других рабочих. Honda Of America,
Inc. на заводах в Anna и Marysville, Ohio отводит более
100,000 часов на инструктаж в классной комнате каждый год (где одни сотрудники
Хонды преподают другим сотрудникам Хонды).
Менеджеры также имеют потребность в развития новых
навыков - не только непосредственно касающихся их собственных обязанностей, но
также и преподавания их подчиненным. Много компаний пропускают своих менеджеров
через программы "train-the-trainer"
(тренировка тренера), которые дают менеджерам навыки обучать других методам
совершенствования качества продукции.
Награды и стимулы.
Перспектива получения наград и премий может давать
служащим некоторый стимул в улучшении качества. Компании могут привязывать
денежные стимулы непосредственно к совершенствованию качества. Например, в Honda Of America,
Inc. по программе стимулирования служащих деньги
передаются тем, чьи предложения для усовершенствований оборудования или
процессов дали доход. В 1990 году партнеры Хонды получили приблизительно
190,000 долларов наличными, а также пять автомобилей Хонды как часть этой
программы.
Неденежные решения, типа похвалы перед
сотрудниками, также могут мотивировать усовершенствования качества. Каждый
месяц некоторые компании выбирают служащего, продемонстрировавшего высокое
качество работы, и дают ему специальную привилегию, типа элитного места
стоянки, обеда в прекрасном ресторане, или специального отличительного знака.
Обычно об этом сообщается в информационном бюллетене компании.
Бригадная работа.
Участие рабочих в управлении является ключевой
тактикой в процессе повышения качества. Один из способов достижения этого - при
помощи бригад, которые являются компактными группами людей, имеющими общую
цель, объединяющую их частные цели. Бригады отличаются от обычной рабочей
группы по следующим признакам:
· Каждый работник имеет обязательство
в достижении цели, в которую все верят,
и это выше индивидуальных приоритетов;
· Роли лидерства разделены;
· Выполнение оценивается не только
по индивидуальному вкладу, но также и по
общему результату работы, который отражает объединенные усилия всех работников
бригады;
· Открытое обсуждение;
· Работники работают вместе, без учета
субординации начальник - подчиненный.
Менеджмент играет важную роль в успешности работы
бригады. Результаты социологического исследования показывают следующие подходы
к более успешному формированию и работе бригад:
· Проект бригады должен быть с четкими
стандартами выполнения и направлением.
· Отдельное внимание должно быть
уделено созданию положительной обстановки на первые встречи.
· Работники бригады должны создать
ясные правила посещаемости, открытости, конструктивной критики и обязанностей в
бригаде.
· Чтобы способствовать достижению
глобальной цели, бригада должна сформулировать несколько ближайших целей и
задач, которые позволят им достигать промежуточных успехов.
· Необходимо консультироваться с
людьми вне бригады для получения свежих фактов и информации.
· Если это возможно, члены бригады
должны провести большое количество времени вместе, что способствует творческому
пониманию.
· Менеджеры должны искать пути
нематериального стимулирования работы бригады.
В бригадной работе наиболее часто используются три
основных подхода: проблемно-ориентированные бригады, специализированные
бригады, и самоуправляемые бригады. Все три используют некоторый уровень
полномочий служащих, который перемещает ответственность за принятые решения
вниз до уровня служащего, фактически делающего работу.
Проблемно-ориентированные бригады. Появившиеся в 1920-ых,
проблемно-ориентированные бригады, называемые также «кружками качества», стали
более популярным в конце 1970-ых после того, как их успешно использовали
японцы. Проблемно-ориентированные бригады - небольшие группы руководителей и
служащих, которые создаются, чтобы идентифицировать, анализировать, и решать производственные
проблемы качества продукции. Философия этого подхода – в том, что люди,
непосредственно ответственные за создание изделия или обеспечения сервиса,
могут найти лучшие способы решения проблемы. Кроме того, в этом случае служащие
ощущают больше гордости и интереса к работе. Бригады обычно состоят из 5-12
добровольцев, собранных из различных отделов или групп служащих,
предназначенных решить конкретную задачу. Бригады собираются на несколько часов
в неделю. Такие бригады используются управляемыми японцами фирмами в
Соединенных Штатах. Японская философия поощряет вклад служащих при сохранении
тщательного контроля над их действиями. Хотя проблемно-ориентированные бригады
могут успешно уменьшать затраты и улучшать качество, они умирают, если руководство
будет не в состоянии осуществлять хорошее внедрение сделанных предложений.
Wilson Sporting Goods Company plant
в Humboldt, Tennessee
использовал проблемно-ориентированные бригады, чтобы увеличить свою долю на
рынке мячей для гольфа от 2 процентов в 1985 до 17 процентов в 1992.
Проблемно-ориентированные бригады сосредоточились на достижении лучшего
обслуживания клиента и сокращении затрат производства.
Специализированные бригады. Специализированные бригады
создаются для решения конкретных проблем управления или персонала. Например,
руководство может сформировать бригаду с целью спроектировать новые технологии
обслуживания клиента. По существу, этот подход дает рабочим голос в решениях
высокого уровня. Специализированные бригады, которые появились в Соединенных
Штатах в начале 1980-ых, сейчас становятся все более
популярными и обычно состоят из представителей нескольких отделов.
Самоуправляемые бригады. Этот подход использует участие
рабочего на самом высоком уровне: небольшая группа служащих работает вместе,
чтобы произвести основное изделие или услугу. Члены бригады изучают все
связанные с этим задачи, от операции к операции, и принимают управленческие
решения типа организации работы и планирования перерывов, заказа поставок и
найма новых работников. Самоуправляемые бригады по существу изменяют
организацию работ, так как служащие сами управляют своими рабочими местами.
Все три подхода к бригадной работе могут вести к
организационному реструктурированию, которое в этих случаях выражается в устранении ряда контролеров и менеджеров
среднего звена. Реструктурирование - естественный результат повышения
полномочий служащих, так как служащие фактически берут на себя некоторые
контрольные обязанности, уменьшая потребность в традиционных контролерах и их
начальниках.
Вопрос 3. Непрерывное совершенствование.
Непрерывное совершенствование, основанное на японской концепции,
называемой kaizen,
является философией непрерывного поиска способов улучшения операций. Акцент
может быть сделан на сокращении времени, требуемого, чтобы обработать просьбы о
займах в банке, на количестве отходов фрезерного станка или числе несчастных
случаев со служащими. Непрерывное совершенствование также может
сосредотачиваться на проблемах клиентов или поставщиков, например - клиентов,
которые требуют частых изменений в объемах поставки, или поставщиков, которые
не в состоянии поддерживать высокое качество. Основа философии непрерывного
совершенствования - убеждение, что фактически любой аспект операции может быть
улучшен и что люди, наиболее близко связанные с операцией, находятся в лучшем
положении для определения вида изменения, которое должно быть сделано.
Следовательно, вовлечение служащих играет большую роль в программах
непрерывного совершенствования.
Начало непрерывного совершенствования.
Внедрение философии непрерывного совершенствования в
организации может быть длительным процессом, в котором необходимы несколько
шагов:
· Обучить служащих методам
статистического управления производственным процессом (SPC – Statistical Process Control) и другим инструментам повышения
качества.
· Сделать методы SPC нормой ежедневных
операций.
· Внедрять рабочие бригады и вовлекать
служащих в процесс управления.
· Использовать
проблемно-ориентированные методы в бригадах.
· Развивать ощущение важности
собственной деятельности для участников процесса.
Заметим, что вовлечение служащих является самым важным
звеном в философии непрерывного совершенствования. Однако и последние два шага
также критичны, если эта философия должна стать частью каждодневных действий.
Процесс решения проблем.
Большинство фирм активно занимаются непрерывным
совершенствованием, обучая бригады использовать цикл plan-do-check-act (планирование-выполнение-контроль-внедрение)
для решения задач. Другое название для этого подхода – “Колесо Деминга”. На рисунке 21 показан этот цикл, который
находится в основе непрерывной философии совершенствования.
Рис. 21. Колесо Деминга
Цикл включает в себя
следующие шаги:
· Планирование. Бригада выбирает процесс (вид
деятельности, метод, механизм), который нуждается в усовершенствовании. Бригада
описывает выбранный процесс, анализируя
исходные данные (использование инструментов мы обсудим позже), формулирует цели
совершенствования и обсуждает различные способы достижения целей. После оценки
выгод и затрат возможных альтернатив, бригада формирует план.
· Выполнение. Бригада осуществляет и
контролирует план. Данные собираются непрерывно, чтобы измерить степень
совершенствования процесса. Любые изменения в процессе регистрируются, при
необходимости план пересматривается.
· Контроль. Бригада анализирует собранные
данные, чтобы выяснить, насколько они соответствуют целям, сформулированным на
этапе планирования. Если обнаруживаются существенные недостатки, бригаде
приходится переделывать план или останавливать проект.
· Внедрение. Если результаты успешны, бригада
документирует пересмотренный процесс так, чтобы это стало стандартной
процедурой для всех, кто может его использовать. Бригада может инструктировать
других служащих по внедрению этого процесса.
Проблемно-ориентированные проекты часто
сосредотачиваются на тех аспектах операций, которые не увеличивают стоимость
изделия или услуги. Стоимость добавляется в процессе выполнения операций или
обслуживании клиента. Никакая стоимость не добавляется в операциях типа
проверки качества. Идея непрерывного совершенствования состоит в том, что
действия, которые не увеличивают стоимость, являются расточительными и должны
быть сокращены или устранены. Рисунок 22 схематично иллюстрирует, как
сокращение времени на действиях, не дающих прибавку к стоимости, типа
транспортировки, ремонта и осмотра уменьшает время, необходимое, чтобы
доставить изделие клиенту после того, как заказ был получен.
Рис. 22. Непрерывное совершенствование
Вопрос 4. Потери из-за низкого качества.
Большинство экспертов оценивает потери из-за низкого
качества в диапазоне от 20 до 30 процентов от валового объема продаж. С
менеджментом качества связаны четыре главных категории затрат: предотвращение дефектов,
оценка качества, внутренние и внешние потери из-за дефектов.
Предотвращение дефектов.
Затраты этого типа связаны с предотвращением дефектов
прежде, чем они появятся. Они включают затраты перепроектирования
процесса, чтобы удалить причины низкого качества, перепроектирование
изделия, чтобы сделать его производство более простым, обучение служащих
методам непрерывного совершенствования, работу с поставщиками, чтобы увеличить
качество поставляемых изделий или услуг. Чтобы улучшить качество, фирмы должны
увеличить затраты времени, усилий и денег.
Оценка качества.
Оценка качества помогает руководству идентифицировать
проблемы качества. Поскольку профилактические меры улучшают качество, они также
уменьшают затраты на его оценку, потому что меньшее количество ресурсов
необходимо для контроля качества и последующего поиска причин любых проблем,
которые обнаружены.
Внутренние потери из-за дефектов.
Эти потери являются следствием дефектов, которые
обнаружены в процессе производства изделия или оказания услуги. Они попадают в
две главных финансовых категории: потери в выходе продукции, если дефектное
изделие было устранено, и затраты переделки, которые понесены, если изделие
возвращено к некоторой предыдущей операции, чтобы исправить дефект или если
услуга выполняется повторно. Например, если контролер обнаруживает, что краска
на автомобиле имеет дефекты, то придется его полностью перекрашивать.
Дополнительно потраченное время исправления такой ошибки приводит к снижению
производительности цеха окраски. Кроме того, в этом случае автомобиль не может
быть закончен вовремя. Такие действия - первые кандидаты на проекты
непрерывного совершенствования.
Внешние потери из-за дефектов.
Внешние потери из-за дефектов возникают, когда дефект
обнаружен после того, как клиент получил изделие или услугу. Неудовлетворенные
клиенты говорят о плохом обслуживании или изделиях своим друзьям, а те, в свою
очередь, сообщают другим. Если проблема достаточно серьезна, группы защиты
потребителя приводят в готовность средства массовой информации. Потенциальное
воздействие этого процесса на будущую прибыль трудно оценивать, но без
сомнения, внешние потери из-за отказов разрушают долю фирмы на рынке и
уменьшают ее прибыль.
Внешние потери из-за дефектов также включают затраты
на тяжбы и гарантийное обслуживание. Производители письменно гарантирует замену
дефектных частей или исполнение услуги, не удовлетворившей клиента. Обычно
гарантия дается на некоторый период. Например, в США телевизионный ремонт
обычно гарантируется в течение 90 дней, а автомобильный - в течение трех лет или
Исправление дефектов после того, как изделие уже
находится в руках клиента, стоит достаточно дорого. Как показано на рисунке 23,
чем ближе изделие к законченному состоянию, тем более дорого нахождение и
исправление дефектов. Когда же изделие уже было отправлено клиенту, стоимость
устранения дефектов резко возрастает. В качестве примера можно привести историю
с космическим телескопом Hubble. Выведенный на орбиту
космическим челноком в 1990, телескоп, как
оказалось, искажал изображение из-за
некачественной линзы. Этот дефект производства можно было обнаружить еще на
земле, затратив нескольких сотен тысяч долларов на дополнительные испытания.
Вместо этого NASA должна была послать бригаду астронавтов на челноке для
исправления дефекта, что обошлось более чем в 600 миллионов долларов.
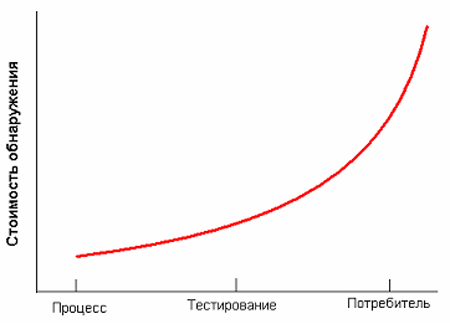
Рис. 23. Стоимость обнаружения
дефектов
Дефектные изделия могут повреждать и даже убивать
потребителей, купивших их. Такой дефект может быть результатом плохого проекта
изделия и (или) несоответствия в спецификациях. Например, в Ford Motor Company 23 миллиона коробок
автоматических передач, производимых с 1968 до 1980, имели конструктивный
дефект. Компания получила более 1000 исков, на более чем 500 миллионов
долларов, связанных с повреждениями и смертными случаями, возможно вызванными
этими коробками.
Затраты на тяжбы включают не только юридические
издержки, но также время и силы служащих, представляющих компанию в суде. Кроме
того, следует учитывать потери от антирекламы. Независимо от того, виновата компания, или нет, стоимость тяжбы
огромна, а отрицательная реклама может вредить еще в течение долгого времени.
Вопрос 5. Улучшение качества через TQM.
Программы вовлечения служащих и непрерывного совершенствования
нацелены на улучшение качества вообще. Однако TQM часто сосредотачивается на
эталонном тестировании, проектировании изделий и услуг, проектировании
процессов и на закупках.
Эталонное тестирование.
Эталонное тестирование - непрерывный, систематический
процесс, который сравнивает уровень изделий и услуг с аналогами у промышленных
лидеров. Типичные меры, используемые в эталонном тестировании, включают
стоимость единицы продукции, среднее время обслуживания одного клиента, доход
на единицу продукции, дивиденды, уровень удовлетворенности клиентов. В процессе
непрерывного совершенствования на эталонное тестирование полагаются при
формулировке целей. Эталонное тестирование состоит из четырех основных шагов:
· Планирование. Выбор процесса для эталонного
тестирования, фирмы, которую следует использовать для сравнения, определение
мер измерения процесса, сбор данных.
· Анализ. Определение разрыва между
показателями анализируемой и эталонных фирм и идентификация причины
существенных различий.
· Интеграция. Формулировка новых целей и
получение поддержки менеджеров, которые должны обеспечить ресурсы для
выполнения этих целей.
· Действие. Формирование межфункциональных
бригад, составление планов их действий, выполнение планов, отслеживание
успешности продвижения, установка новых
нормативов после завершения усовершенствований.
Процесс эталонного тестирования подобен циклу plan-do-check-act
в непрерывном совершенствовании, но специфика эталонного тестирования – в
ориентации на количественные цели непрерывного совершенствования. Конкурентное
эталонное тестирование основано на сравнениях с прямым промышленным
конкурентом. Функциональное эталонное тестирование сравнивает области типа
администрирования, обслуживания клиентов, коммерческих действий с аналогичными у передовых фирм.
Внутреннее эталонное тестирование использует в качестве эталонов
передовые подразделения самой фирмы. Эта форма эталонного тестирования может
быть выгодна для фирм, которые имеют несколько различных подразделений. Все
формы эталонного тестирования лучше применять в ситуациях, где необходима
долгосрочная программа непрерывного совершенствования.
Проектирование изделий и услуг.
Так как изменения проекта часто требуют изменений в
методах, материалах или спецификациях, они могут увеличивать стоимость
устранения дефекта. Изменение всегда увеличивает риск совершения ошибок, так
что стабильный проект изделия и услуги может помочь уменьшить внутренние
проблемы качества. Если фирма должна изменять проект, чтобы остаться
конкурентоспособной, она должно тщательно проверить новые проекты и
перепроектировать изделие (услугу) и (или) процесс как можно более простым
способом.
Осуществление двух стратегий приводит к необходимости
выбора: или более высокое качество и повышенная конкурентоспособность, или
меньшие затраты времени и низкая стоимость. Ashton-Tate,
производитель программного обеспечения dBase, понес
значительные убытки из-за неадекватного планирования и тестирования, когда
представил dBase IV в 1985 году. Программа имела
ошибки, которые приводили к сбоям в работе даже при выполнении простых
примеров, и была выпущена намного позже того,
как обещалось. В результате доля фирмы на рынке США упала с 68 процентов
в 1985 году до 48 процентов в 1988 году. Потери в продаже из-за ошибок
кодирования и задержек можно было бы избежать более тщательным планированием и
тестированием на стадиях испытания и проектирования. Между 1988 и 1991 годами
разработчики dBase выполнил обширное тестирование
45,000 функций. Тем не менее, прибыль резко упала, и в 1991 Borland
International купил фирму Ashton-Tate.
Другое измерение качества, связанного с проектом
изделия - надежность, которая зависит от вероятности, что изделие будет
работать в процессе использования. Изделия часто состоят из множества
компонентов, которые все должны действовать, чтобы изделие функционировало.
Иногда изделия могут быть разработаны с дублирующими компонентами (или
подсистемами), чтобы, если один компонент подвел, мог быть активизирован
другой.
Предположим, что изделие имеет n
главных подсистемы, каждую - с собственным уровнем
надежности. Надежность каждой подсистемы влияет на качество системы в целом; то
есть надежность всего изделия равняется произведению надежностей всех его
подсистем, или
rs = (r1) (r2)
... (rn)
где:
rs = надежность изделия в целом,
n = число
подсистем,
rn = надежность подсистемы или компоненты n.
Предположим, что портативное радио для бегунов имеет
три главных компоненты: общая плата с надежностью 0.99, набор деталей с
надежностью 0.90 и наушники с надежностью 0.85. Надежность портативного радио:
rs = (0.99)(0.90)(0.85) = 0.76
Недостаточно качественные наушники и детали снижают
надежность этого изделия. Предположим, что новые разработки завершились
повышением надежности до 0.95 для деталей и 0.90 для наушников. Надежность
изделия улучшилась бы до:
rs = (0.99) (0.95) (0.90) = 0.85
Проектирование процессов.
Проектирование процесса производства изделия или
услуги существенно влияет на качество. Менеджеры в Первом
Национальном Банке Чикаго заметили в 1985 году, что просьбы клиентов о выдаче
кредита обрабатывались четыре дня, проходя множества этапов и девять служащих.
Чтобы сократить время ожидания для клиентов, банк сделал так, чтобы клиент мог
бы иметь дело только с одним лицом. Кроме того, клиентам предоставляли того же
самого служащего при повторном обращении. Сегодня на процесс получения кредита уходит меньше дня.
Закупка нового оборудования может помогать
предотвращать или преодолевать проблемы качества. Предположим, что проектное
значение для расстояния между двумя отверстиями в металлической пластине -
3.000 ±
Один из ключей к получению высокого качества -
параллельная разработка, в которой операционные менеджеры и проектировщики
работают вместе на начальных стадиях разработки изделия или услуги, стараясь
синхронизировать требования производства и возможности реального процесса.
Результат - лучшее качество и более короткое время проектирования. NCR,
компания из Атланты, которая делает терминалы для контрольных счетчиков,
использовала параллельную разработку, чтобы спроектировать новую модель за 22
месяца, или половину обычного времени. Терминал имел на 85 процентов меньшее
количество частей и мог быть собран за две минуты. Отклонения в качестве и
технические изменения существенно снизились. Национальный Институт Стандартов и
Технологии подсчитал, что в фирмах, использующих параллельную разработку,
требуется от 30 до 70 процентов меньшее время на развитие, от 20 до 90
процентов меньшее количество времени для выхода на рынок, качество улучшается
от 200 до 600 процентов.
Формирование функции качества.
Ключ к повышению качеству через TQM - в связи проекта
изделий или услуг с процессами их производства. Формирование функции качества
(QFD – Quality Function Deployment) - средство перехода от требований клиента к
соответствующим техническим требованиям для каждой стадии проектирования и
производства изделия или услуги. Фирмы Bridgestone Tire и Mitsubishi Heavy Industries впервые
применили QFD в конце 1960-ых - в начале 1970-ых,
когда они использовали диаграммы качества, которые учитывают требования клиента
в процессе проектирования изделия. В 1978 Yoji Akao и Shigeru Mizuno издал первую работу по этому вопросу, показав, как
рассмотрение проекта связано с каждым видом конкуренции. С тех пор более 200
американских компаний использовали данный подход, включая Digital
Equipment, Texas Instruments, Hewlett-Packard,
AT&T, ITT, Ford, Chrysler,
General Motors, Procter & Gamble, Polaroid, Deere & Company.
Ядро подхода – диаграмма, названная домом качества,
которая является концептуальной базой для межфункционального
планирования. На рисунке 24 показана диаграмма дома качества для улучшения
качества автомобильной двери. Диаграмма была построена для ответа на следующие
шесть вопросов:
· Голос клиента. Что наши клиенты хотят? Клиентов
попросили внести в список признаки качества автомобильной двери, которые они
считают важными. Признаки сгруппированы
в две категории - "усилия открывания и закрывания" и "изоляция"
- как показано на рисунке 24. Относительная важность признака для клиента
внесена в список (в процентах) справа от каждого признака.
· Анализ конкурентоспособности. Что, по мнению наших клиентов, мы
делаем лучше наших конкурентов? Эта информация для каждого признака внесена в
список на правой стороне диаграммы. Например, наш автомобиль имеет преимущество
по сравнению с другими автомобилям по признаку "никакого дорожного шума
", но, ни один из автомобилей не имеет преимущество относительно признака
дверей "оставаться открытыми на подъеме". Оценки показывают место, с
которого следует начать искать способы получения преимущества в конкуренции.
· Мнение инженера. Какие технические меры касаются
потребностей наших клиентов? Технические характеристики, которые,
вероятно, затронут один или более
признаков, внесены в список на вершине
диаграммы. Плюс означает, что инженеры хотели бы увеличить уровень
характеристики, а минус - уменьшить его. Например, наши инженеры хотели бы
увеличить "уменьшение дорожного шума" и уменьшить "усилие открывания
дверей"
· Корреляции. Каковы отношения между голосом
клиента и голосом инженера? Характер отношений между потребностями клиента и
техническими признаками должен быть определен. Например, сокращение усилия,
требуемого для закрывания двери, будет делать закрытие двери более легким, но
увеличение защиты от самопроизвольного открывания двери будет делать закрытие
двери более трудным.
· Техническое сравнение. Каково наше изделие или услуга по
сравнению с аналогичными у наших конкурентов? Это
сравнение по каждой из технических характеристик позволяет оценить техническую
сложность работы. Например, наша дверь требует максимального энергии закрытия
11 ft-lb и максимальную силу закрытия
· Проблема выбора. В чем может быть выбор? Заметьте,
что никакие изменения в сторону уменьшения не делаются в технических
характеристиках из категории "Sealing-insulation".
Причина – в том, что эти технические характеристики имеют сильные отрицательные
связи с категорией "Open-close effort". Эти связи изображены наверху диаграммы.
Например, хотя увеличение параметра "уменьшение дорожного шума" имело
бы сильное положительное воздействие на параметр "отсутствие дорожного
шума", оно в то же время будет иметь сильное отрицательное воздействие на
параметры "сокращение максимального закрывающего усилия" и
"уменьшение усилия закрывания дверей". Из-за того, что клиенты дали
низкий приоритет параметру "отсутствие дорожного шума", в параметре
"уменьшение дорожного шума" никакого изменения сделано не было.

Рис. 24. Улучшение качества дверей
автомобилей
Метод дома качества обеспечивает способ урегулирования
целей и обсуждения их результативности относительно качества изделия. Инженеры
используют эти данные, чтобы сосредоточиться на существенных особенностях
проектируемого изделия. Маркетинг использует их для определения стратегий маркетинга.
Операционные менеджеры используют диаграмму, чтобы идентифицировать процессы,
которые являются критическими по отношению к качеству изделия в глазах клиента.
В результате дом качества поощряет связь между различными функциональными
областями с целью улучшения качества изделий и услуг.
Закупка.
Большинство производств зависит от внешних поставщиков
материалов, услуг или оборудования, используемого в создании их изделий и
услуг. Большие компании имеют сотни и даже тысячи поставщиков. Качество этих
поставок может затрагивать качество работы фирмы, а купленные части низкого
качества могут иметь разрушительное воздействие. Так, Ford
Motor Company была
вынуждена остановить производство моделей Tempo и Topaz на заводах в Kansas City (США, Mиссури) и Oakville
(Онтарио), когда дефектная машинная часть, купленная от внешнего поставщика,
привела к поломкам некоторых механизмов в двигателе в течение контрольного
испытания. Около 5500 рабочих были временно уволены. Кроме того, компания
теряла в выпуске приблизительно 2000
автомобилей каждый день.
Подход к выбору покупателя и управление спецификациями
- ключи к процессу управления качеством поставок. Важна не только стоимость и
скорость поставки, но также и качество изделия. Компетентный покупатель
выбирает поставщиков, которые предлагают высококачественные изделия или услуги
по разумной стоимости. После этого покупатель должен работать с поставщиками,
чтобы получить действительно свободные от дефектов комплектующие.
Спецификации для купленных частей и материалов должны
быть ясны и реалистичны. Если уровень спецификаций слишком высокий, изделие
может быть неэкономно в дальнейшем производстве. Руководство должно дать
достаточное время отделу закупок для определения качественных поставщиков и
анализа информации, которую они предоставляют. Нереалистичные сроки могут
привести к плохому выбору, основанному на неполной информации относительно
квалификации поставщика. Кроме того, улучшение связи между отделом закупок и
другими отделами, типа разработки и контроля качества, необходимо, когда эти
отделы должны обеспечить информацию, чтобы оценить квалификацию и процесс
производства поставщика.
Инструменты улучшения качества.
Первый шаг в улучшении качества - сбор данных. Данные
могут помочь раскрывать операции, требующие совершенствования и степень их
корректировки. Имеются семь инструментов для организации и представления
данных, чтобы идентифицировать области для совершенствования качества:
проверочные листы, гистограммы и столбиковые диаграммы, диаграммы Парето, диаграммы
рассеивания, графики причинной зависимости, графики, контрольные диаграммы.
Контрольные диаграммы будут рассмотрены отдельно при обсуждении статистического
управления производственным процессом. В этом же разделе мы продемонстрируем
использование шести остальных видов инструментов, чтобы подчеркнуть широту их
возможных применений. Раздел завершится примером, показывающим, как несколько
подходов могут использоваться вместе, чтобы сосредоточиться на причинах
появления и средствах преодоления конкретной проблемы качества.
Проверочные листы. Сбор данных с помощью проверочных
листов - первый шаг в анализе проблем качества. Проверочный лист - форма, в
которую записывают характеристик проблем, связанных с качеством некоторого
изделия или услуги. Характеристики могут быть измерены в
непрерывном масштабе (типа веса, диаметра, времени, или длины) или в варианте
ответов «да» и «нет» (типа несоответствия краски, ароматов, невежливого
обслуживания, или слишком большого процента жира).
Гистограммы и столбиковые диаграммы. Данные от контрольного списка
часто могут быть представлены кратко и ясно гистограммами или столбиковыми
диаграммами. Гистограмма объединяет данные, измеренные в непрерывном масштабе,
показывая распределение частоты некоторой характеристики качества. Часто на ней
обозначено среднее. Столбиковая диаграмма представляет частоту возникновения
характеристик данных, измеренных в варианте ответов «да» и «нет». Высота
столбика указывает число наблюдений
конкретной характеристики качества.
Диаграммы Парето. Если менеджеры обнаруживают несколько проблем
качества, то с какой из них нужно начинать? Вилфредо
Парето, итальянский ученый девятнадцатого столетия, предположил, что
большинство видов деятельности может быть описано относительно немногими
факторами. В ресторане, на который жалуются клиенты, фактором мог бы быть
"невоспитанный официант". Для изготовителя дефектных изделий фактором
может быть "пропускать часть". Концепция Парето, названная «правилом
80-20», заключается в том, что 80 процентов деятельности вызваны 20 процентами факторов.
Концентрируясь на 20 процентах факторов ("немногих жизненных"),
менеджеры могут решать 80 процентов проблем качества.
Немногие жизненные факторы могут быть представлены диаграммой
Парето, организованной в виде столбчатой диаграммы так, чтобы факторы
шли в порядке уменьшения их частоты. Факторы внесены в список по горизонтальной
оси. Диаграмма имеет две вертикальных оси, левую - для частот, как в обычной
столбчатой диаграмме, правую - для
суммарного процента частот. Суммарная кривая частот показывает немногие
жизненные факторы, на которые следует обратить внимание менеджеров.
Диаграммы рассеивания. Иногда менеджеры подозревают, что
некоторый фактор влияет на конкретную проблему качества. Диаграмма рассеивания
- график двух переменных, показывающий связь между ними. Каждая точка на
диаграмме рассеивания представляет одно наблюдение данных.
Графики причинной зависимости. Важный аспект TQM состоит в
связывании каждого аспекта качества, высоко оцениваемого клиентом, с входом, методами
и шагами процесса, который дают конкретный вклад в изделии. Один из способов
идентификации проблем проекта, которые должны быть исправлены, состоит в том,
чтобы построить графики причинной зависимости, которые связывают ключевую
проблему качества с ее потенциальными причинами. Предложенные Каори Ишикава графики помогает
менеджеру проследить связь жалобы клиента непосредственно с операциями.
Операции, которые не имеют никакого отношения к дефекту, на графиках для этого
дефекта не показываются.
Графики причинной зависимости иногда называется графиками
рыбного скелета. Главная проблема качества помечена
как "голова" рыбы, главные категории потенциальных причин - как
"кости" скелета, и вероятные причины
- как "ребра". При формировании и использовании графиков
причинной зависимости, аналитик опознает все главные категории потенциальных
причин проблемы качества. Например, главные категории могли бы быть персоналом,
оборудованием, материалами и процессами. Для каждой главной категории аналитик
вносит в список все вероятные причины проблемы качества. Например, под
персоналом могли бы быть внесены в список "недостаток обучения",
"недостаточная информированность" и "рассеянность".
Мозговой штурм помогает аналитику выделить и должным образом классифицировать все
подозреваемые причины. Аналитик систематически исследует причины, внесенные в
список на диаграмме для каждой главной категории, обновляя диаграмму, когда
новые причины станут очевидными. Процесс построения графиков причинной
зависимости концентрирует внимание менеджеров и рабочих на основных факторах,
влияющих на качество услуги или на изделие. Пример демонстрирует использование
графиков причинной зависимости авиакомпанией.
Графики. Графики представляют данные в разнообразных
графических форматах, типа линейных графиков и секторных диаграмм. Линейные
графики представляют данные последовательными точками данных, связанными
отрезками, чтобы выявить тенденции в данных. Секторные диаграммы представляют
факторы качества как секторы; размер каждого сектора находится в пропорции к
числу возникновений фактора. Секторные диаграммы полезны для данных из группы
факторов, которые могут быть представлены как части целого.
Сопоставление данных. Каждый из инструментов улучшения
качества может использоваться независимо, но мощность этих инструментов
наибольшая, когда они используются в соединении друг с другом. В решении
проблемы качества менеджеры часто должны действовать как детективы, тщательно
просеивая данные, чтобы выяснить проблемы и выявить их причины. Такой процесс
называется сопоставлением данных (data snooping). В примере
демонстрируется, как такие инструменты могут использоваться.
Пример. Анализ задержек с вылетом.
Операционный менеджер Checker
Board Airlines
(Международный аэропорт Колумбуса) заметил увеличение
числа отложенных вылетов рейсов. Чтобы проанализировать все возможные причины
этой проблемы, он построил графики причинной зависимости, показанные на рисунке
25. Главная проблема - отсроченные вылеты рейсов, является "головой"
диаграммы. Он обсудил все возможные причины с персоналом и вместе они выделили
несколько главных категорий: оборудование, персонал, материалы, процедуры и
"другие факторы", которые не поддаются управлению. Несколько
подозреваемых причин были сформулированы для каждой главной категории.
Операционный менеджер предположил, что большинство
задержек рейса было вызвано проблемами с материалами. Поэтому он исследовал
службу продовольствия, заправки и обработки багажа. Он обнаружил, что
недостаточно машин для перевозки багажа и поэтому самолеты задерживались,
ожидая багаж от связанных с ними рейсов.

Рис. 25. График причинной зависимости
для задержки рейсов
Пример. Применение инструментов улучшения качества.
Wellington Fiber Board Company производит
стекловолоконные компоненты для внутренних крыш пассажирских вагонов. На
рисунке 26 показано последовательное применение нескольких инструментов
улучшения качества.
Шаг 1. Проверочный лист дефектов
различных типов, составленный по производственным отчетам за прошлый месяц.
Шаг 2. Диаграмма Парето, подготовленная
по данным проверочного листа, указала, что разрывы ткани составляли 72 процента
от всех дефектов качества. Менеджер решил рассмотреть эту проблему подробнее.
Шаг 3. График причинной зависимости для
разрывов ткани показал несколько потенциальных причин проблемы. Из них менеджер
выделил подготовку персонала.
Шаг 4. Менеджер проанализировал отчеты о
выпуске продукции по сменам, потому что персонал трех смен имел разный опыт.
Гистограмма показала, что вторая смена, с наименее опытной рабочей силой, дала
большинство дефектов. Дальнейшее исследование показало, что рабочие не
использовали надлежащие процедуры для технологического процесса.
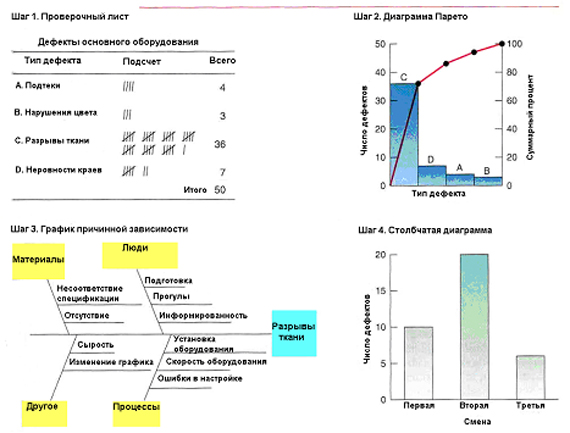
Рис. 26. Применение инструментов
повышения качества
Резюме.
Общее управление качеством (Total
Quality Management - TQM) основывается на трех принципах:
удовлетворение требований потребителя, вовлечение в этот процесс служащих,
непрерывное повышение качества.
Клиенты определяют качество, использую различные
критерии: соответствие описанию, стоимость, пригодность для использования,
поддержка, психологическое впечатление.
Качество может быть использовано как оружие в
конкурентной борьбе. Хорошо выполненный дизайн и гарантированное качество
являются конкурентными приоритетами, ассоциирующимися с качеством. Конкуренция
на мировом уровне требует производства высококачественных изделий и оказания
эффективных услуг.
Ответственность за качество распределена между всеми
работниками организации. Программы вовлечения сотрудников включают руководство
в процессе изменения организационной культуры, индивидуальное развитие,
поощрения и награды, бригадную работу. В бригадной работе наиболее часто
используются три основных подхода: проблемно- ориентированные бригады, специализированные
бригады и самоуправляемые бригады.
Менеджерам необходимо развивать умение обучать своих
подчиненных. Лучшие проекты улучшения – когда инициатива исходит от самих
работников. Соответствующая стратегия повышения качества включает в себя обучение
работников, адекватные денежные поощрения и циклы качества.
Сопротивление изменениям могут оказывать руководители,
над которыми нависает угроза увольнения, авторитарные руководители и работники,
если изменения приводят к повышению их ответственности.
Непрерывное совершенствование включает использование
лучших образцов деятельности и внедрение атмосферы причастности работников к
постоянно проводимым изменениям.
Менеджмент качества важен, так как он влияет на
рыночную ситуацию, цены и доход. Четыре главных стоимостных категории
ассоциируются с менеджментом качества: предотвращение дефектов, оценка
качества, внутренние и внешние потери из-за дефектов. По мере улучшения
качества все они уменьшаются.
Эталонное тестирование является мерой сравнения. Оно
используется для выработки целей непрерывного совершенствования. Эталонное
тестирование может быть конкурентным, функциональным и внутренним.
Параллельное проектирование дает в результате лучшее
сочетание проекта изделия и производственных возможностей. Высокое качество и
короткое время разработки, достигаемые при параллельном проектировании,
являются конкурентными преимуществами.
Улучшение качества требует тесного взаимодействия
производственных функций (проектирование, выполнение операций, маркетинг,
продажи и другие). В процессе формирования функции качества для межфункционального планирования используют диаграмму,
называемую «домом качества».
Подход к выбору покупателя и управление спецификациями
- ключи к процессу управления качеством поставок. Покупатель оперирует
качеством, сроками доставки и стоимостью. Спецификации должны быть ясными и
реалистичными.
Способами организации и представления процесса
улучшения качества являются проверочные листы, гистограммы и столбчатые
диаграммы, диаграммы Парето, диаграммы рассеивания, графики причинной
зависимости и другие графики.
Тема 7. Анализ качества
Цели обучения:
В данном блоке рассматривается использование
статистических инструментов оценки качества продукции.
В результате
изучения данного блока слушатель будет:
· давать определение статистическому управлению
производственным процессом;
· определять источники изменений в процессе производства
или оказания услуг;
· измерять качество продукции с применением
статистического инструментария;
· управлять производственным процессом статистическими
методами;
· давать определение и уметь проверять соответствие
спецификациям проекта.
Содержание темы:
1. Введение.
2.
Статистическое управление производственным процессом.
3. Источники
изменений.
4. Процесс
приемки.
5.
Статистические методы управления производственным процессом.
6.
Соответствие спецификациям проекта.
7. Резюме.
Введение.
Мы рассмотрели философию общего управления качества
(TQM) и определили пять задаваемых клиентом характеристик качества:
соответствие спецификациям, стоимости, пригодность для использования,
послепродажная поддержка и психологические впечатления.
Многие организации применяют методы непрерывного
совершенствования качества. Такие методы предполагают непрерывный контроль
процессов, производящих изделия или услуги. Когда результаты процессов могут
быть измерены или сравнены, то для оценки степени соответствия их спецификациям
могут быть полезны статистические инструменты TQM типа контрольных диаграмм.
Вопрос 1. Статистическое управление производственным процессом.
Статистическое управление производственным процессом (SPC) – это применение
статистических методов для определения соответствия производственного процесса,
изделия или услуги проектным условиям. В SPC инструменты, названные
контрольными диаграммами, используются, прежде всего, чтобы предотвращать или
обнаруживать производство дефектных изделий или услуг.
Рассмотрим ситуацию увеличения числа жалоб на задержки
выплат от страховой компании. Предположим, что менеджер отдела счетов к оплате
страховой компании извещает, что средний процент задержек оплаты повысился от 5
до 8. Первый вопрос – является ли это повышение причиной для тревоги или только
случайным явлением? Статистическое управление производственным процессом может
помочь менеджеру решить, следует ли предпринимать дальнейшие действия. Если
повышение достаточно большое, менеджер должен сделать вывод, что это было не
случайное явление и искать другие объяснения. Возможно, число заявок
существенно увеличилось, создавая перегрузку на служащих в отделе, тогда
решением проблемы могло быть увеличение численности персонала. Или, возможно,
неэффективны используемые процедуры, или неадекватно обучение служащих.
Другой подход к управлению качеством, основанный на
выборках, является применением статистических методов, чтобы определить,
принять или нет партию товара на основании осмотра или испытания образца. Далее
мы исследуем методы статистического управления производственным процессом,
чтобы лучше понять роль, которую они играют в принятии решений.
Вопрос 2. Источники изменений.
Никакие два изделия или
услуги не могут быть идентичны, потому что процессы их производства содержат
много источников неопределенностей, даже если процесс нормально работает.
Например, диаметр двух коленчатых валов может отличаться из-за различий в
износе инструмента, твердости материала, навыке оператора или температуре
изготовления. Точно так же время, требуемое, чтобы обработать кредитную
карточку, изменяется из-за загрузки персонала в отделе кредита, навыков и
отношений служащих. Нельзя полностью устранить вариации в процессе
производства, но можно исследовать их причины, чтобы уменьшить эти вариации.
Общие причины.
Имеются две основных
категории причин вариаций продукции: общие причины и устранимые причины. Общие
причины вариаций вполне случайны и являются неизбежными при использовании
текущего процесса. Например, механизм, который заполняет коробки крупой, не
сможет заполнить все коробки одинаково. Если взвесить большое количество этих
коробок и подготовили результаты в виде диаграммы рассеивания, данные
сформируют модель распределения. Такое распределение может характеризоваться
средним, отклонением и формой.
Среднее - сумма результатов наблюдений, деленная на общее
количество наблюдений:
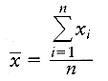
где xi =
наблюдение характеристики качества (типа веса); n =
общее количество наблюдений.
Дисперсия - мера разброса наблюдений относительно среднего.
Практически используются две меры дисперсии - размах и стандартное
отклонение. Размах
– это различие между самым большим и самый маленьким наблюдениями в выборке.
Стандартное
отклонение может быть рассчитано как
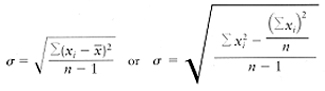
Относительно маленькие
значения разброса наблюдений или стандартного отклонения показывают, что
наблюдения сгруппированы около среднего.
Существуют две основные формы
распределений процессов - симметричная
и смещенная. Симметричное
распределение имеет одинаковое число наблюдений выше и ниже среднего, а в
смещенном распределении эти числа могут
значительно отличаться.
Если вариации процесса
вызваны исключительно общими причинами, то его распределение - типично
симметричное, с большинством наблюдений около среднего. На рисунке 27 показано
распределение для механизма, заполняющего коробки крупой, когда присутствуют
только общие причины вариации. Средний вес -
Рис. 27.
Устранимые причины.
Вторая категория источников
вариаций, устранимые причины, включает любые приводящие к изменениям
факторы, которые могут быть идентифицированы и устранены. Причиной устранимых вариаций
может быть служащий, нуждающийся в обучении или механизм, требующий ремонта. Вернемся к примеру механизма, заполняющего крупой коробки.
На рисунке 28 показано, как устранимые причины могут изменять распределение
его продукции.
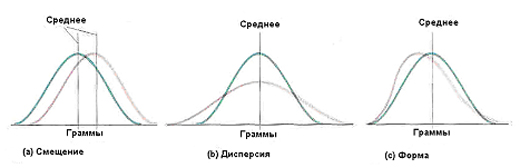
Рис. 28.
Зеленая кривая -
распределение процесса, когда присутствуют только общие причины вариаций.
Фиолетовые линии изображают изменения в распределении из-за влияния устранимых
причин. На рис. 28 (a) фиолетовая линия указывает,
что механизм помещает больше запланированного количества крупы, увеличивая
средний вес каждой коробки. На рис. 28 (b) отмечается
увеличение разброса в весе крупы в каждой коробке. Наконец,
на рис. 28 (с), фиолетовая линия показывает, что механизм произвел больше
коробок с недостаточным весом, чем с избыточным. Такое распределение
смещено - то есть больше не симметрично относительно среднего.
Процесс называется статистически управляемым,
когда параметры распределения не изменяются во времени. В случае
неуправляемости менеджеры используют SPC-процедуры, чтобы обнаружить источник
устранимых причин. На рис. 29 показаны
различия между статистически управляемым и неуправляемым процессами.
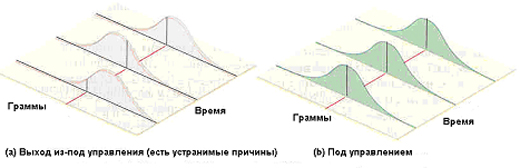
Рис. 29.
На рис. 29(a) видно, что механизм дает различные распределения веса
коробки с крупой по времени, а это в свою очередь указывает на устранимые
причины. На рис. 29(b) распределения веса устойчивы
по времени. Следовательно, процесс статистически управляем.
Статистическое
управление производственным процессом (SPC) – это применение статистических методов для определения
соответствия производственного процесса, изделия или услуги проектным условиям.
В SPC инструменты, названные контрольными диаграммами, используются, прежде
всего, чтобы предотвращать или обнаруживать производство дефектных изделий или
услуг.
Рассмотрим ситуацию
увеличения числа жалоб на задержки выплат от страховой компании. Предположим,
что менеджер отдела счетов к оплате страховой компании извещает, что средний
процент задержек оплаты повысился от 5 до 8. Первый вопрос – является ли это
повышение причиной для тревоги или только случайным явлением? Статистическое
управление производственным процессом может помочь менеджеру решить, следует ли
предпринимать дальнейшие действия. Если повышение достаточно большое, менеджер
должен сделать вывод, что это было не случайное явление и искать другие
объяснения. Возможно, число заявок существенно увеличилось, создавая перегрузку
на служащих в отделе, тогда решением проблемы могло быть увеличение численности
персонала. Или, возможно, неэффективны используемые процедуры, или неадекватно
обучение служащих.
Другой подход к управлению
качеством, основанный на выборках, является применением статистических методов,
чтобы определить, принять или нет партию товара на основании осмотра или
испытания образца. Далее мы исследуем методы статистического управления
производственным процессом, чтобы лучше понять роль, которую они играют в
принятии решений.
Вопрос 3. Процесс приемки.
Многие компании используют
контроль качества ненадлежащим образом, просто устраняя дефекты в продукции
прежде, чем она попадет к клиенту. Этот подход обречен на неудачу из-за
внутренних и внешних потерь. Компании мирового класса при контроле качества
комбинируют ранний осмотр с SPC. Важными моментами при таком подходе являются
вопросы измерения характеристики качества, выбора образцов и стадий процесса
для проведения осмотров.
Измерение качества.
Чтобы обнаружить дефекты в
продукции, инспекторы должны иметь возможность измерить характеристики
качества. Качество может быть оценено двумя способами. Один путь состоит в том,
чтобы измерить параметры - то есть характеристики изделия или услуги, типа
веса, длины, объема, или времени, которые могут быть измерены в непрерывном
масштабе. Например, инспекторы в Harley-Davidson
измеряют диаметр поршня, чтобы определить, точно ли соответствует изделие
спецификации (в пределах допуска). Преимущество измерения характеристики
качества в непрерывном масштабе состоит в том, что, если изделие или услуга не
соответствует спецификации качества, инспектор может измерить степень этого
несоответствия. Неудобство – в том, что такие измерения обычно требуют
специального оборудования, навыков служащих, сложных процедур, затрат времени и
сил.
Другой способ оценивать
качество состоит в том, чтобы измерить признаки изделия или услуги - то есть
характеристики, которые могут быть быстро получены для оценки качества. Метод
позволяет инспекторам сделать простой вывод - соответствует изделие или услуга
спецификации, или нет. Часто такой метод используется, когда спецификации
качества сложны, а измерение параметров трудно или дорого. Некоторые примеры
признаков, значение которых может быть подсчитано - число форм страхования,
содержащих ошибки; процент рейсов авиалинии, прибывающих в пределах 15 минут от
графика. Преимущество вычисления признаков состоит в том, что необходимо меньше
усилий и ресурсов для измерения параметров. Неудобство - то, что даже если
значения признаков могут показать, что качество выполнения изменилось, они не
показывают на сколько. Например, таким способом можно определить, что процент
рейсов авиалинии, прибывающих в пределах 15 минут от графика, снизился, но не известно на сколько. Фактическое число отклонений от
графика должно быть измерено как параметр.
Выборки.
Наиболее полный подход к
осмотру состоит в том, чтобы проверить каждое изделие или услугу на каждой
стадии производства. Этот метод, названный полным осмотром, используется, когда
потери от передачи брака на следующую стадию обработки превышают затраты на
проведение проверки. Например, поставщики компонентов для космических челноков
проверяют каждый компонент много раз перед отгрузкой его подрядчику. В такой
ситуации стоимость брака – смерть людей и разрушение дорогостоящего
оборудования - значительно превышает стоимость осмотра. Полный осмотр
фактически гарантирует, что дефектные единицы не проходят к следующей операции
или клиенту, и это подход, соответствующий TQM. Тем не менее, когда осмотр
делают люди, даже полный осмотр не гарантирует отсутствие дефектов. Усталость
или несовершенные методы работы инспектора могут привести к пропуску дефекта.
Фирмы могут преодолевать эти недостатки,
используя автоматизированное приемочное оборудование. Многие компаний
нашли, что автоматизированное приемочное оборудование может окупать себя в
достаточно короткое время.
Хорошо продуманный план
выборки может приближаться к тому же уровню защиты, как и полный
осмотр. План выборки определяет размер выборки - количество случайно
отобранных наблюдений процесса производства; промежуток времени между взятием
образцов; правила принятия решений, которые определяют когда действие должно
быть выполнено. Выборки проводится, когда затраты осмотра высоки из-за
необходимости применения специальных знаний, навыков, процедур и дорогого
оборудования для проведения осмотра. Кроме того, выборка необходима независимо
от приемочных затрат, когда испытания уничтожают проверяемое изделие, как,
например, при испытании безопасности автомобилей.
Выборочные
распределения. Цель
выборки состоит в том, чтобы вычислить значение переменной или измерить
признак характеристики качества образца. Так, в примере заполнения коробок
крупой важное измерение качества - вес изделия в каждой коробке. Предположим,
что менеджер хочет, чтобы механизм произвел коробки со средним весом
Построение графика средних
показывает, что они имеют собственное распределение со своим средним в
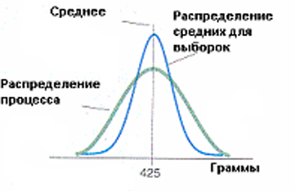
Рис. 30.
Некоторые распределения
выборки могут быть аппроксимированы нормальным распределением, позволяя
использовать его таблицу. На рис. 31 показаны проценты значений в пределах
некоторых диапазонов нормального распределения. Например, 68.26 процентов
образцов будет иметь значения в пределах ±1 стандартного отклонения от
среднего. Мы можем определить вероятность, что какой-то элемент выборки попадет
за некоторые предельные значения. Например, имеется 4.56 (100-95.44) процента
вероятности того, что полученное значение будет отличаться более чем на два
стандартных отклонения от среднего. Возможность определения вероятности
результата важна для построения и использования контрольных диаграмм.
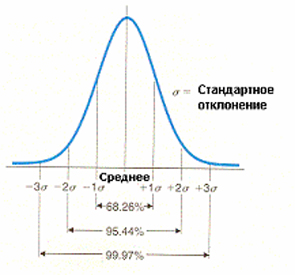
Рис. 31.
Контрольные
диаграммы. Контрольные диаграммы
имеют номинальное значение, или центральную линию, которая обычно является
целью, которую менеджеры хотели бы достичь при управлении процессом, и двух
контрольных пределов, основанных на распределении выборки меры качества.
Контрольные пределы используются, чтобы определить, требуется или нет
вмешательство в процесс. Большее значение представляет верхний контрольный
предел (UCL – Upper Control Limit), а
меньшее значение - нижний контрольный предел (LCL – Lower Control
Limit). На рис. 32 показаны контрольные пределы и кривая
распределения выборки.
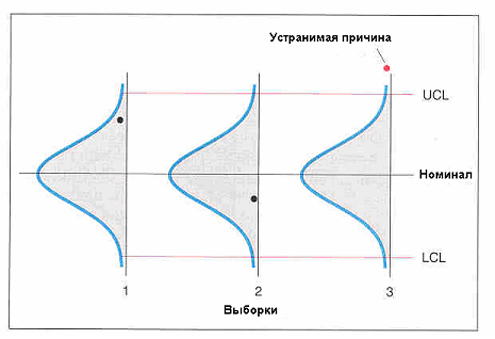
Рис. 32.
Наблюдения, попадающие
между UCL и LCL, указывают на общие причины вариаций; наблюдения, попадающие
вне пределов контроля, указывают на устранимые причины вариаций. Наблюдения,
попадающие вне пределов контроля, не всегда означают низкое качество. Например,
устранимой причиной может быть новая процедура составления счетов, которая была
разработана, чтобы уменьшить число неправильных счетов, посланных клиентам.
Если процент неправильных счетов, показатель качества счетов, упал ниже LCL
диаграммы контроля, новая процедура вероятно изменила
процесс составления счетов в лучшую сторону и должна быть построена новая
контрольная диаграмма.
Менеджеры используют
контрольные диаграммы следующим способом:
· Берется случайный образец процесса, измеряется
характеристика качества и вычисляется значение переменной или соответствующей
меры;
· Если статистические наблюдения находятся вне
контрольных пределов диаграммы, ищут устранимую причину;
· Устраняют причину, если она ухудшает качество;
используют причину, если это улучшает качество. Восстанавливают контрольную
диаграмму с новыми данными;
· Процедуру периодически повторяют.
Часто менеджер может
сообщить о нарушения в процессе, даже если контрольные пределы не были
превышены. Рис. 33 содержит пять примеров диаграмм контроля. Диаграмма (a) показывает статистически управляемый процесс. Никаких
действий в этом случае не требуется. Однако, диаграмма (b)
показывает последовательность наблюдений с некоторой тенденцией. Эта тенденция
может быть результатом постепенного износа инструмента, указывая на
необходимость его замены или повторной
регулировки.
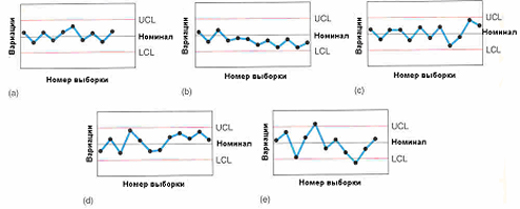
Рис. 33.
Для авиакомпании,
обеспокоенной несвоевременными прибытиями рейсов, причиной может быть занижение
объемов воздушного движения в аэропорту при составлении графика его работы. В
этом случае требуется внесение изменений в график работы. Типовое правило
состоит в том, что необходимы коррективы, когда тенденция имеется для пяти или
более наблюдений, даже если их значения не превышают контрольные пределы.
В диаграмме (c) процесс резко отклонился от нормальной модели. Менеджер
должен быть обеспокоен такими внезапными изменениями даже притом, что
контрольные пределы не были превышены. Диаграмма (d)
демонстрирует другую ситуацию, где необходимо действие. Менеджер должен искать
причину отклонений в процессе всякий раз, когда пять или большее количество
наблюдений расположены выше или ниже номинального значения. Вероятность того,
что такой результат случаен, очень низка. Наконец, диаграмма (e) показывает, что процесс дважды вышел из под контроля, потому что два значения попали вне контрольных пределов. При
этом высока вероятность того, что изменилось распределение процесса.
Контрольные диаграммы - не
лучшие инструменты для обнаружения изменений в распределении процесса, потому
что они основаны на выборочном распределении. При их использовании возможны два
типа ошибок. Ошибка
типа I происходит, когда аналитик
заключает, что процесс вышел из под контроля основываясь на результате, который
попал за контрольные пределы, когда фактически это произошло чисто случайно.
Ошибка типа II
происходит, когда аналитик заключает, что процесс находится под контролем,
когда фактически процесс находится вне статистического контроля.
На рис. 34 показаны
последствия этих ошибок, когда среднее процесса - мера качества. В диаграмме (a) контрольные пределы для распределения выборки были
установлены на три стандартных отклонений от среднего (3-сигма пределы). В
крайней левой кривой заштрихованная часть показывает вероятность ошибки типа I (области под кривой выше и ниже соответствующих
пределов). Для 3-сигма пределов эта вероятность весьма маленькая. На правой
кривой среднее процесса переместилось. Заштрихованная часть кривой теперь
показывает вероятность ошибки типа II,
которая является достаточно большой. В диаграмме (b)
контрольная диаграмма имеет только 2-сигма контрольные пределы и более узкую
допустимую область, чем при
использовании 3-сигма пределов. Теперь вероятность ошибки типа I увеличилась, при одновременном уменьшении вероятности
ошибки типа II.
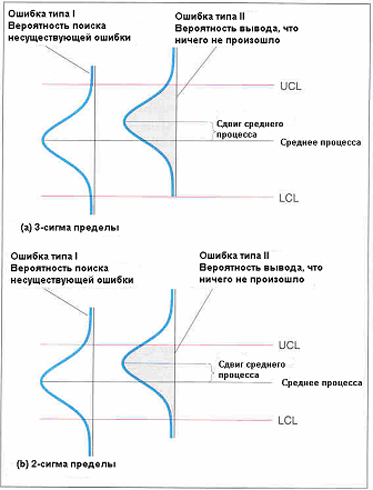
Рис. 34.
Выбор участка для проведения
контрольных проверок.
Чтобы решить, на какой
стадии процесса делать осмотры, менеджер должен выявить аспекты качества,
важные для потребителя, и ключевые этапы в процессе, которые затрагивают эти
характеристики. В этом случае удобно применять график причинной зависимости.
Участки контроля обычно размещают в трех различных стадиях общего процесса:
· Исходные материалы. Осмотр купленных материалов гарантирует надлежащее
качество входа для процесса производства. На этой стадии используются
различного рода процедуры принятия решений.
· Процесс производства. На стадии производства участки контроля можно было
бы размещать после каждого этапа процесса. Однако этот подход может быть
слишком дорогостоящим, если испытание требует высококвалифицированных
инспекторов и (или) дорогой технологии. Программа TQM существенно уменьшает
потребность в участках контроля. Однако даже с ней некоторые участки контроля
необходимы, особенно перед дорогостоящими действиями или операциями из разряда
“узких мест”. Стоимость осмотра материалов при любом местоположении участков
контроля должна быть сбалансирована с потерями прохождения дефектных материалов
к следующему этапу процесса.
· Конечный продукт или услуга. В производственных системах осмотры конечного
продукта проводятся до отправки готовых изделий на склад или отгрузки их
клиенту. Отказы изделия, обнаруженные при заключительном осмотре, дорого стоят,
потому что они могут привести к (1) пересмотру
дефектных изделий или партии в целом, (2) направлению дефектного изделия или всей партии к
предыдущему этапу для переделки, или (3) направлению дефектных изделия или
партии на специальный участок для диагноза и исправления дефектов. В услугах
клиент часто играет главную роль в заключительном приемочном процессе.
Например, парикмахер работает с клиентом до тех пор, пока все его требования не
будут выполнены, или механик может пригласить клиента для испытания двигателя
после ремонта автомобиля.
Вопрос 4. Статистические методы управления производственным процессом.
Применение методов
статистического управления производственным процессом (SPC – Statistical Process Control) полезно
как для измерения текущего качества изделий или услуг,
так и для обнаружения, изменился ли сам процесс так, что это повлияет на
качество продукции. В этом разделе мы обсудим применение среднего
и диаграммы отклонений для переменных мер качества и контрольных диаграмм - для
признаков изделия или услуги.
Контрольные диаграммы для
переменных.
Контрольные диаграммы для
переменных контролируют среднее и распределение процесса.
R-диаграммы. Диаграмма отклонений, или R-диаграмма (R-chart, range chart), используется, чтобы контролировать изменения в
процессе. Чтобы вычислить отклонения в данных выборки, аналитик вычитает самый
маленькое значение от самого большого в каждой выборке. Если любое значение
попадает вне пределов контроля, процесс вышел из под
контроля.
Пределы контроля для
R-диаграммы:
UCLR = D4R
LCLR = D3R
где:
R - среднее число
нескольких предыдущих значений R и центральная линия диаграммы контроля;
D3, D4
- константы, которые задают пределы в три стандартных отклонения (3-сигма)
для данного размера выборки.
Значения для D3
и D4 содержатся в таблице 8 и зависят от размера выборки. Отметим,
что расстояние между пределами контроля сужается при увеличении размера
выборки. Это изменение - следствие увеличения объема информации, необходимой
для обоснования оценки диапазона
процесса.
Таблица 8.
Факторы для вычисления 3-сигма
пределов для Х-диаграмм и R-диаграмм
|
Размер выборки (n) |
Фактор (UCL и LCL) для Х-диаграмм (A2) |
Фактор LCL для R-диаграмм (D3) |
Фактор UCL для R-диаграмм (D4) |
|
2 |
1.880 |
0 |
3.267 |
|
3 |
1.023 |
0 |
2.575 |
|
4 |
0.729 |
0 |
2.282 |
|
5 |
0.577 |
0 |
2.115 |
|
6 |
0.483 |
0 |
2.004 |
|
7 |
0.419 |
0.076 |
1.924 |
|
8 |
0.373 |
0.136 |
1.864 |
|
9 |
0.337 |
0.184 |
1.816 |
|
10 |
0.308 |
0.223 |
1.777 |
X-диаграмма.
X-диаграмма ("x-bar chart") используется, чтобы измерить среднее. Когда
устранимые причины изменения процесса идентифицированы, и процесс находится под
статистическим контролем, аналитик может строить X-диаграмму, чтобы управлять
средним процесса. Пределы контроля для X-диаграммы:
UCLx = x + A2R
LCLx = x - A2R
где:
x -
центральная линия диаграммы и среднее либо предыдущих выборочных значений, либо
требуемого набора значений для процесса;
A2 – постоянная, обеспечивающая 3-сигма пределы для среднего
процесса.
Значения A2
содержатся в таблице 8. Отметим, что пределы контроля используют значение R;
поэтому X-диаграмма должна строится тогда, когда
процесс находится под контролем.
Пример. Использование X- и R-диаграмм
для управления процессом.
Управление West Allis Industries заинтересовалось производством специального
металлического винта, используемого некоторыми из самых больших клиентов
компании. Диаметр винта должен быть строго выдержан (0.5025±
Таблица 9.
Наблюдения для диаметра винта (дюймы)
|
Номер выборки |
Измерение |
|||
|
1 |
2 |
3 |
4 |
|
|
1 |
0,5014 |
0,5022 |
0,5009 |
0,5027 |
|
2 |
0,5021 |
0,5041 |
0,5032 |
0,5020 |
|
3 |
0,5018 |
0,5026 |
0,5035 |
0,5023 |
|
4 |
0,5008 |
0,5034 |
0,5024 |
0,5015 |
|
5 |
0,5041 |
0,5056 |
0,5034 |
0,5039 |
Решение:
Шаг 1.
Для построения R-диаграммы выбираем соответствующие значения констант из
таблицы 9 для размера выборки 4. Пределы контроля:
UCLR = D4R = 2.28(0.0020) =
LCLR = D3R = 0(0.0020) =
Шаг 2. Вычислим размах для каждого образца, вычитая самое маленькое значение из самого
большого. Например, в образце 1 размах
0.5027-0.5009 =
Шаг 3. Нанесем размахи на R-диаграмму (рис. 35). Ни одно
значение не располагается вне пределов контроля. Следовательно, процесс
находится под статистическим контролем. Если бы любой из размахов вышел за
пределы, потребовалось бы искать причины чрезмерной изменчивости процесса.
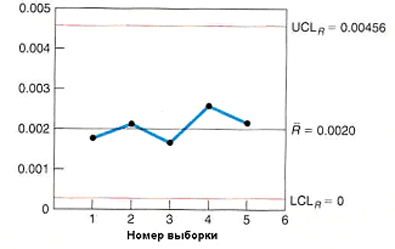
Рис. 35.
Шаг 4. Построим X-диаграмму для среднего процесса. Точный
диаметр винта
UCLx = x + A2R = 0.5025
+ 0.729(0.0020) =
LCLx = x - A2R = 0.5025
- 0.729(0.0020) =
Шаг 5. Вычислим среднее для каждой выборки. Например,
среднее для выборки 1:
(0.5014 + 0.5022 + 0.5009 +
0.5027)/4 =
Точно так же вычисляем средние для выборок 2, 3, 4, и 5: 0.5029, 0.5026, 0.502 и
Шаг 6. Заносим выборочные средние
на диаграмму контроля, как показано на рис. 36.
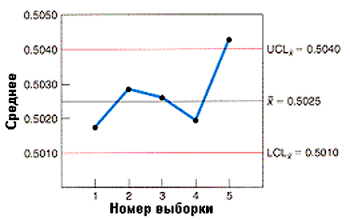
Рис. 36.
Среднее образца 5 попадает
выше верхнего предела контроля, указывая, что должны быть исследованы
устранимые причины, возможно с использованием графика причинной зависимости.
Если стандартное отклонение
распределения процесса известно, может использоваться другая форма X-диаграммы:
UCLx = x + zsx
LCLx = x - zsx
где:
sx
= s/![]() n -
стандартное отклонение выборки;
n -
стандартное отклонение выборки;
s - стандартное отклонение распределения процесса;
n -
размер выборки;
x -
среднее значение выборочных средних или требуемое значение для процесса;
z
- нормальное отклонение.
Преимущество использования
этой формы X-диаграммы в том, что аналитик
может регулировать ширину области пределов контроля, изменяя значение z. Этот подход
может быть полезен для выравнивания результатов ошибок типа I и типа II.
Пример. Построение X-диаграмм с использованием стандартного отклонения.
Sunny
Dale Bank
контролирует время, требуемое для обслуживания клиентов, потому что это -
важный фактор качества в конкуренции с другими банками в городе. После анализа собранных данных руководство банка
решило, что среднее время работы с клиентом в пиковый период должно быть 5
минут со стандартным отклонением в 1.5 минуты. Контроль среднего времени
обработки клиента проводится на выборках размером в 6 клиентов. Требуется
построить X-диаграмму, которая имеет 5
процентов вероятности ошибки типа I.
Решение:
x = 5.0 минут;
s = 1.5 минуты;
n = 6 клиентов;
z = 1.96.
Пределы контроля:
UCLx = x + zs/ ![]() n = 5.0 + 1,96(1,5)
n = 5.0 + 1,96(1,5) ![]() 6 = 6,20 мин.
6 = 6,20 мин.
LCLx = x + zs/ ![]() n = 5.0 - 1,96(1,5)
n = 5.0 - 1,96(1,5) ![]() 6 = 3,80 мин.
6 = 3,80 мин.
Значение для z может быть получено из приложения 3.2.1 следующим
способом. Для ошибки типа I в 5 процентов
2.5 процента приходится на область выше верхнего предела контроля и 2.5
процента - ниже нижнего предела контроля. Следовательно, для нахождения z в таблице
необходимо найти значение, которое оставляет только 2.5 процента в верхней
части oт кривой нормального
распределения (или 1.0000 - 0.0250 = 0.9750 в таблице). Это дает значение z = 1.96.
Контрольные диаграммы для признаков.
Для измерения качества на
основании измерения признаков изделия или сервиса обычно используются два типа
диаграмм - P-диаграммы
(p-chart) и
C-диаграммы
(c-chart).
P-диаграмма применяется для контроля процента дефектных изделий или услуг в
процессе производства. C-диаграмма используется для управления числом дефектов,
когда более чем один дефект могут присутствовать в изделии или услуге.
P-диаграммы. P-диаграмма – это обычная диаграмма контроля,
примененная для признаков. Например, в банковской системе вычисляемыми
признаками могли бы быть число неподтвержденных депозитов или число посланных
неправильных финансовых отчетов. Метод включает в себя случайную выборку,
осмотр каждого изделия в ней и вычислении процента дефектов - P, который
является числом дефектных единиц, разделенных на размер выборки.
Выборка с признаками
требует решения: является изделие или услуга дефектным или нет. Основное
статистическое распределение основано на биномиальном распределении. Однако,
для больших размеров выборки, и нормальное распределение обеспечивает
достаточно хорошее приближение. Стандартное отклонение распределения дефектной
пропорции, sp,
может быть вычислено как:
sp = ![]() ((pa(l - pa)/n)
((pa(l - pa)/n)
где:
n =
размер выборки;
pa = средний процент дефектов и центральная линия на
диаграмме.
Центральной линией на P-диаграмме может быть средний процент дефектов по
предыдущей выборке, или цель, которую менеджеры установило для процесса. Мы
можем использовать sp
для вычисления верхних и нижних пределов контроля для Р-диаграммы:
UCLp = pa
+ zsp
LCLp = pa
- zsp
где:
z =
нормальное отклонение (число стандартных отклонений от среднего).
Диаграмма используется
следующим образом. Берется случайная выборка размера n и подсчитывается число
дефектных изделий или услуг. Число дефектов делят на размер выборки и получают процент дефектов в выборке - Р, который
заносят на диаграмму. Когда процент дефектов в выборке попадает вне пределов
контроля, аналитик делает вывод, что процент дефектов в производственном
процессе изменился и ищет устранимые причины. Такой причины можно и не найти,
потому что всегда имеется небольшая вероятность, что выход за пределы был
случайным. Однако если аналитик обнаруживает устранимые причины, эти выборочные
данные не должны использоваться для вычисления пределов контроля в диаграмме.
Пример. Использование Р-диаграмм для управления процессом.
Операционный менеджер Hometown Bank
обеспокоен увеличением числа неправильных номеров счетов клиентов,
зарегистрированных персоналом банка. Каждую неделю берется случайная выборка из
2500 принятых депозитов и регистрируется число неправильных номеров счетов.
Результаты в течение прошлых 12 недель показаны в таблице 10. Находится ли
процесс вне контроля? Используйте три-сигма
пределы контроля.
Таблица 10.
Результаты за последние 12
недель
|
Номер выборки |
Число неправильных номеров счетов |
|
1 |
15 |
|
2 |
12 |
|
3 |
19 |
|
4 |
2 |
|
5 |
19 |
|
6 |
4 |
|
7 |
24 |
|
8 |
7 |
|
9 |
10 |
|
10 |
17 |
|
11 |
15 |
|
12 |
3 |
|
Всего |
147 |
Решение:
Шаг 1.
Построим Р-диаграмму, используя прошлые данные для
вычисления среднего количества дефектов:
pa = (Общее число дефектов)/ (Общее количество наблюдений)
= 147/(12*2500)
= 0.0049
sp = ![]() (pa(1 - pa)/n) =
(pa(1 - pa)/n) = ![]() (0.0049
(1-0.0049)/2500) = 0.0014
(0.0049
(1-0.0049)/2500) = 0.0014
UCLp = pa + zsp = 0.0049 + 3(0.0014) =
0.0091
LCLp = pa - zsp = 0.0049 - 3(0.0014) =
0.0007
Шаг 2. Вычислим процент дефектов в выборке. Процент дефектов для выборки 1:
15/2500 = 0.0060.
Шаг 3. Заносим каждый вычисленный процент дефектов на
диаграмму, как показано на рис. 37.
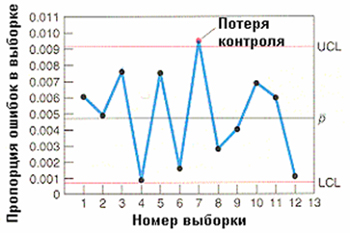
Рис. 37.
Выборка 7 выходит за
верхний предел контроля; таким образом, процесс находится вне контроля и должна
быть определена причина этого. Возможно, номера счетов были неправильно введены
в компьютер стажером, или была дефектна кодировочная машина. После исправления
проблем аналитик должен повторно вычислить пределы контроля (отказавшись от
выборки 7). Новые значения:
pa = 0.0045, UCLp = 0.0085, и LCLр
= 0.0005.
Теперь все данные на
графике находятся внутри границ и процесс статистически управляем.
С-диаграммы. Иногда продукция может иметь более одного дефекта.
Например - рулон коврового покрытия с несколькими дефектными участками. В этом
случае применяются С-диаграммы.
В основе выборочного
распределения для С-диаграмм лежит распределение Пуассона. Оно базируется на
предположении, что дефекты наблюдаются в непрерывных областях и вероятность
появления двух или более дефектов в других местах незначительна. Среднее
распределения – ![]() , стандартное отклонение -
, стандартное отклонение - ![]() . Полезным бывает использование
аппроксимации распределения Пуассона нормальным распределением, чтобы
центральной линией диаграммы было среднее
. Полезным бывает использование
аппроксимации распределения Пуассона нормальным распределением, чтобы
центральной линией диаграммы было среднее ![]() , а контрольными пределами –
, а контрольными пределами –
UCLc = ![]() + z
+ z![]() и
LCLc =
и
LCLc = ![]() - z
- z ![]()
Пример. Использование С-диаграмм
для обнаружения дефектов.
Woodland
Paper Company
производит газетную бумагу. На
завершающей стадии процесса бумага пропускается через машину, замеряющую
различные характеристики ее качества. Считается, что процесс находится под
контролем, если обнаруживается в среднем 20 дефектов на рулон:
· Построить контрольную диаграмму для числа дефектов на
рулон. Использовать 2-сигма пределы контроля.
· Если последний рулон содержит 27 дефектов, то
находится ли процесс под контролем?
· Если последний рулон содержит только 5 дефектов, то
находится ли процесс под контролем?
Решение:
Среднее число дефектов на
рулон – 20, следовательно,
UCLc = ![]() + z
+ z![]() =
20 + 2(
=
20 + 2(![]() 20) = 28.94
20) = 28.94
LCLc
= ![]() - z
- z ![]() =
20 - 2(
=
20 - 2(![]() 20) = 11.06
20) = 11.06
Контрольная диаграмма
показана на рис. 38.
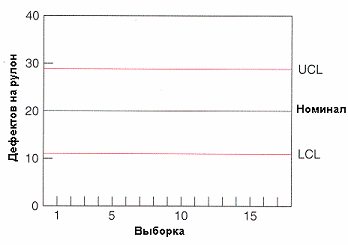
Рис. 38.
Так как последний рулон
имел 27 дефектов, что меньше верхнего контрольного предела, то процесс
находится под контролем.
Пять дефектов меньше, чем
нижний контрольный предел, и формально из этого следует выход процесса из под контроля. Однако на самом деле контрольная диаграмма
отмечает, что произошло какое-то полезное событие, положительно повлиявшее на
качество продукции. Менеджер должен обнаружить источник и использовать его для
повышения качества бумаги.
Вопрос 5. Соответствие спецификациям проекта.
Статистические методы
управления производственным процессом помогают менеджерам достигнуть и
сохранять распределение процесса, которое не изменяется в терминах среднего и
вариаций. Контрольные пределы на контрольной диаграмме показывают, когда изменяется среднее или вариации
процесса. Однако процесс, который находится под статистическим контролем, может
производить изделия или услуги не в соответствии их спецификациям по проекту,
потому что пределы контроля основаны на среднем и вариациях распределения
выборки, а не на спецификации проекта. Спецификации проекта часто задают
номинальное значение (цель) и интервал выше или ниже его (допуск). Например,
спецификации проекта по сроку службы лампочки могли бы иметь номинальное
значение 100 часов и допуска ± 20 часов. Этот допуск дает верхнюю спецификацию
120 часов и нижнюю спецификации 80 часов. Процесс производства баллонов для ламп
должен быть в пределах этих спецификаций проекта; иначе возможно повышение
процента бракованных лампочек.
Определение соответствия
спецификациям проекта.
На рис. 39 показаны
отношения между распределением процесса, производящего лампочки и
спецификациями процесса (верхней и нижней) в двух состояниях. На рис. 39 (a) процесс соответствует спецификациям, потому что
экстремумы распределения процесса попадают между верхней и нижней
спецификациями. На рис. 39 (b) процесс не
соответствует спецификациям, потому что производит слишком много колб с
коротким сроком службы.
Рисунок 39 ясно показывает,
почему менеджеры так заинтересованы в сокращении вариаций процесса. Меньшее
число вариаций - более низкие стандартные отклонения - меньше дефектной
продукция будет произведено.
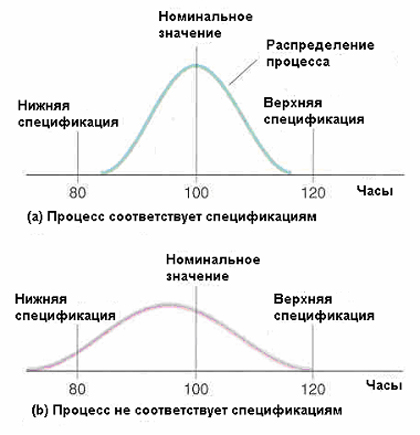
Рис. 39.
Как определить
количественно, соответствует ли процесс спецификациям? Для этого обычно
используются две меры: отношение
соответствия спецификациям и индекс
соответствия спецификациям.
Отношение соответствия спецификациям. Процесс соответствует спецификациям, если он имеет
распределение с экстремумами в пределах верхних и нижних спецификаций для
изделия или услуги. Как правило, большинство значений распределения процесса
попадает в пределы плюс или минус три стандартных отклонения от среднего.
Другими словами, диапазон значений меры качества процесса - приблизительно
шесть стандартных отклонений. Следовательно, если процесс
соответствует спецификациям, различие между верхней и нижней спецификациями,
называемое величиной допуска, должен быть больше чем шесть стандартных
отклонений. Отношение соответствия спецификациям, Cp,
определяется как
Cр = (верхняя спецификация - нижняя спецификация)/6s,
где s = стандартное отклонение распределения процесса.
Если Cp
больше единицы, диапазон допуска больше чем диапазон фактической продукции
процесса. Если Cp меньше единицы, процесс производит
некачественные изделия или услуги. Часто фирмы выбирают произвольное
критическое значение для отношения соответствия спецификациям, например - 1.33,
задавая цель для сокращения вариаций процесса. Значение выбирается больше
единицы, чтобы успеть учесть некоторые изменение в распределении процесса
прежде, чем некачественная продукция будет произведена.
Индекс соответствия спецификациям. Процесс соответствует спецификациям только тогда,
когда отношение соответствия спецификациям больше чем критическое значение
(например, 1.33) и распределение процесса сосредоточено в области номинального
значения спецификации проекта. Например, процесс производства колб может иметь
отношение соответствия спецификациям больше чем 1.33. Однако,
если среднее распределения процесса, X, ближе или к верхней, или к нижней
спецификациям, дефектные колбы могут все еще производиться. Таким
образом, мы должны вычислить индекс соответствия спецификациям, который
измеряет способность процесса производить плохую продукцию относительно или
верхней, или нижней спецификаций.
Индекс способности
процесса, Cpk, определен как:
Cpk = минимум из ((Х-нижняя
спецификация)/3s , (верхняя спецификация - X)/3s)
Мы берем минимум из двух
отношений, потому что это соответствует самой плохой ситуации. Если и индекс Cpk, и отношение соответствия спецификациям больше, чем
соответствующие критические значения, можно быть окончательно уверенным,
что процесс соответствует спецификациям.
Если же Cpk меньше единицы, а среднее процесса близко к одному из
пределов допуска, то процесс производит дефектную продукцию.
Индекс соответствия
спецификациям будет всегда меньше или равняться отношению соответствия
спецификациям. Когда они равны, процесс сосредоточен между верхней и нижней
спецификациями и, следовательно, среднее распределения процесса соответствует
номинальному значению спецификаций проекта.
Пример. Оценка соответствия
спецификациям процесса производства колб для лампочек.
В процесс производства
лампочки заложены средний срок службы 90 часов со стандартным отклонением 4.8
часа. Номинальное значение диапазона допуска - 100 часов, с верхней
спецификацией 120 часов и нижней спецификацией 80 часов. Операционный менеджер
хочет определить, соответствует ли процесса спецификациям.
Решение:
Вычислим отношение и индекс
соответствия процесса спецификациям:
CP =
(120-80)/(6*4.8) = 1.39
Нижняя граница
спецификаций:
(90-80)/(3*4.8) = 0.69
Верхняя граница
спецификаций:
(120-90)/(3*4.8) = 2.08
Cpk = min [0.69, 2.08]
= 0.69
Отношение соответствия
спецификациям 1.39 сообщает нам, что уровень вариаций машины является
приемлемым относительно диапазона пределов допуска. Однако индекс соответствия
процесса спецификациям показывает, что распределение продукции слишком близко к
нижней спецификации и будут произведены недолговечные колбы. Менеджер должен
искать способы сдвинуть среднее процесса ближе к номинальному значению
спецификаций проекта.
Определение соответствия спецификациям
с использованием непрерывного совершенствования.
Чтобы определить
соответствие процесса спецификациям, т.е. производства продукции в пределах
допусков, используются следующие шаги.
Шаг 1. Собрать данные о продукции процесса, вычислить
среднее и стандартное отклонение.
Шаг 2. Построить диаграммы управления производственным
процессом, типа X-диаграммы или R-диаграммы.
Шаг 3. Взять ряд случайных образцов процесса, и занести
результаты на диаграмму контроля. Если, по крайней мере, 20 последовательных
образцов окажутся в рамках пределов контроля диаграммы, процесс находится под
статистическим контролем. Если процесс не под статистическим контролем, ищут
устранимые причины и удаляют их. Повторно
вычисляют среднее и стандартное отклонение распределения процесса и
пределы контроля для диаграмм. Повторяют шаг до тех пор, пока процесс не станет статистически контролируем.
Шаг 4. Вычислить отношение и индекс соответствия процесса
спецификациям. Если результаты приемлемы, документируют все
изменения, сделанные в процессе и продолжают контролировать
продукцию, используя диаграммы контроля.
Если результаты недопустимы, исследуют устранимые причины для сокращения
вариаций качества продукции. Поскольку сделаны изменения, повторно вычисляют среднее и стандартное отклонение
дистрибуции процесса и пределов контроля для диаграмм и повторяют Шаг 3.
Приложение.
Коэффициенты нормального
распределения
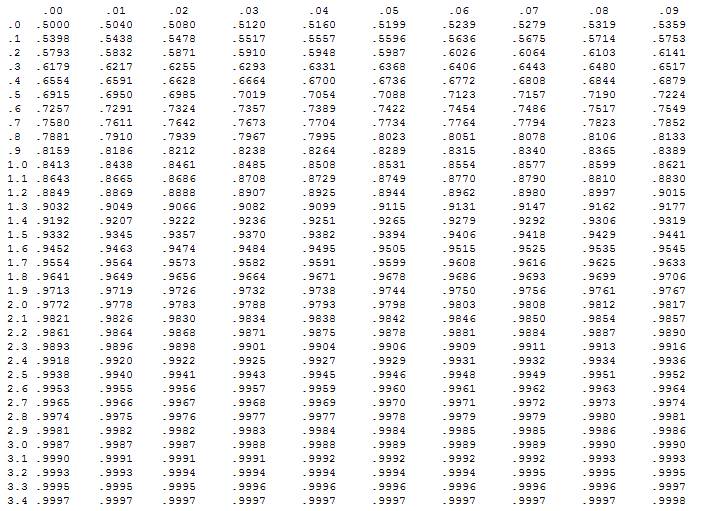
Резюме.
Ключом к достижению
проектных решений для продукции или услуги является уменьшение вариаций
выпуска. Когда процесс находится под статистическим контролем, вариации
вызываются общими причинами, зависящими от распределения вероятности. Когда
присутствуют устранимые причины, процесс выходит из-под статистического
контроля.
Пункты статистического
контроля могут располагаться в трех местах: при получении исходных материалов,
в выбранных точках самого процесса, при завершении процесса. На этих пунктах
принимается решение о необходимости корректировочных действий.
R-диаграммы
используются для отслеживания изменчивости процесса, Х-диаграммы и P-диаграммы определяют вариации выше нормы среднего для
процесса, С-диаграммы используются для контроля дефектной продукции.
Использование P-диаграмм требует большего размера выборки, чем для
Х-диаграмм, но измерение параметров может быть проще, чем измерение переменных.
Большие выборки обеспечивают защиту в процессе обнаружения смещения среднего.
Процесс может быть под
статистическим контролем, но не в состоянии производить проектную продукцию
строго по спецификациям.
Задания для самоконтроля:
Стив Джексон, генеральный
менеджер компании Cranston Nissan, тщательно сортировал накопившуюся к понедельнику
почту. Одно из писем оказалось таким, которое он долго не забудет.
Уважаемый мистер Джексон!
Я пишу это письмо, чтобы
поставить Вас в известность о том кошмаре, который мне пришлось пережить
недавно в связи с ремонтом моего 300ZX в
Вашем цехе ремонта и затем в Вашем сервисном центре. Привожу события в
хронологическом порядке.
28 августа.
Я оставил автомобиль для ремонта из-за появления ржавчины
в следующих местах:
· Крыша – верхняя часть водосточных желобов.
· Левый порог – под водительской дверью.
· Левая квадратная панель – у конца бампера.
· Задняя основная панель – под регистрационным номером.
Мне сказали, что ремонт займет 3-4 дня.
1 сентября.
Я позвонил в ремонтный цех
по поводу состояния моего автомобиля, так как это был уже пятый день с начала
его ремонта. Мне сказали, что я могу забрать его в любое время после двух часов
дня. Мы с женой приехали в 5 часов дня. Автомобиль еще не был готов. Я оплатил
443 доллара и 17 центов и продолжал ждать. В 6 часов автомобиль вывели весь
мокрый (видимо, прямо из мойки, чтобы он выглядел получше).
Я сел в автомобиль и заметил, что лампочка освещения салона не выключилась
после закрывания двери. Я попросил помощи и Джим Бойд,
менеджер цеха, не смог определить, в чем причина неисправности. Он посоветовал
вынуть лампочку и приехать после праздника Дня Труда, когда будет механик,
который определить неисправность. Я согласился и попытался уехать. Однако сразу
же прозвучало голосовое предупреждение «Левая дверь открыта». Не имея
возможности покинуть территорию цеха, я вернулся к мистеру Бойду,
посоветовав ему хранить автомобиль, пока он не станет полностью исправным, так
как у меня не было никакой возможности уехать при постоянно повторяющемся
голосовом предупреждении. Мистер Бойд предположил,
что я смогу вернуться на следующий день (субботу) посмотреть, не нашел ли
механик неисправность. Я должен напомнить, что я оставил автомобиль 28 августа
в отличном техническом состоянии, ремонт заключался в удалении ржавчины. Этот
момент очень важен, так как история только начиналась.
2 сентября.
Я позвонил Джиму Бойду в 10-30 и услышал от него, что автомобиль не выглядит
готовым. Он обещал перезвонить мне до того, как цех закроется на праздничные
дни, но так и не сделал этого. Позже я узнал, что он не перезвонил, «потому,
что нечего было сказать». Автомобиль застрял в цехе на субботу, воскресенье и
понедельник (День Труда).
5 сентября.
Я позвонил Джиму Бойду, чтобы он проверил состояние моего автомобиля. Это
было в 4 дня, и мистер Бойд сказал мне, что ничего
еще не сделано, но машина будет готова на следующий день. Это показало, что мой
автомобиль не имеет достаточного приоритета в сервисном центре.
6 сентября.
Я позвонил Джиму Бойду снова (около 4 дня) и услышал, что работа с
автомобилем еще не закончена, потому, что сервисный центр ожидает авторизации и они не знают, когда она произойдет. Узнав, что
я еще буду должен заплатить за весь этот беспорядок, я пришел в негодование и
потребовал, чтобы автомобиль был немедленно предоставлен мне в том техническом
состоянии, в котором я его оставил 28 августа. Тогда был вызван Тед Саймон, менеджер сервисного
центра, который заверил, что если неисправность возникла по вине ремонтного цеха,
то я не должен буду за это платить. Так как я не мог уехать на автомобиле, я
оставил его и не видел причины, по которой сервисный центр мог бы приять другое
решение.
7 сентября.
Снова в конце дня я
позвонил мистеру Саймону, который сказал, что Лари (в
сервисном центре) в курсе проблемы и переключил меня на него. Лари сказал, что
они просматривают все провода, которые проходят через места, в которых
производился ремонт. Он сказал, что эта работа требует значительного времени и
будет закончена где-нибудь завтра.
8 сентября.
Я позвонил мистеру Саймону, чтобы еще раз проверить состояние моего
автомобиля. Он сказал, что проблема с проводами устранена, но не работает
спидометр. Основной причиной было замыкание проводов. Лари взял трубку и
сказал, что я могу забрать свой автомобиль, но им необходимо в понедельник
передать его изготовителю спидометров для проведения соответствующего ремонта.
Он сказал, что когда механик проверял автомобиль на ходу, спидометр сам
перескакивал на крайнее деление. Лари думает, что что-то произошло в процессе
поиска предыдущей неисправности. Я спросил, будет он ли отвечать за это, но он
ответил отрицательно. Я с женой приехал забрать автомобиль в 5 часов дня. Я
выяснил с Лари следующие шаги и был заверен, что ничего не буду за это платить.
Мне вернули
автомобиль и когда я к нему подошел, то заметил, что резиновая окантовка
водительской двери отстала. Я попросил помощи и мистер
Саймон пришел посмотреть на это. Он сказал, что это
возможно осталось после поиска неисправности в проводах. Он забрал машину снова
в цех, чтобы ввернуть недостающий шуруп. Когда наконец
он вернулся, он сказал, что придется заменить молдинг,
так как тот был поврежден.
Когда я приехал домой, я
обнаружил, что лампочка противоугонного устройства не прекращает мигать после
закрытия дверей. Попытка активации системы безопасности не помогла.
Единственной возможностью прекратить мигание сигнальной лампочки оказалось
удаление предохранителя. Другими словами, теперь моя противоугонная система не
работала. Не стоит и говорить, что я был сильно расстроен.
11 сентября.
В воскресенье вечером я
оставил мой автомобиль, положив записку и ключи в окошко для «ранних пташек». В
записке перечислялись две вещи, которые должны быть сделаны по соглашению в
последнюю пятницу – молдинг и спидометр. Кроме того,
я указал на проблемы с противоугонной системой и предположил, что «кто-то забыл
воткнуть что-то обратно при поиске неисправности в проводах». В понедельник я
получил звонок от кого-то из сервисного центра (мне кажется, что его имя Джон),
кто сказал мне, что проблема с противоугонной системой была в двух местах – в
замке задней двери и «в некоторых проводах в водительской двери». Замок
обошелся мне в 76 долларов, а остальная стоимость неизвестна. Устный подсчет
дал общую сумму в 110 долларов. Я спросил его, почему он не рассматривает эту
проблему не как следствие решения других проблем. Он сказал, что и в цехе, и
механик, устранявший проблемы с проводами, не видят, как они могли причинить
это повреждение.
Я сказал, что бы парень на
телефоне забыл об устранении неполадок в противоугонной системе, так как я не
намерен платить за это. На этот момент я просто хотел вернуть автомобиль домой,
думая, что я смогу адресовать эти проблемы кому-нибудь позже. Я напомнил ему о
необходимости исправить спидометр и снова спросил об оплате. Он заверил меня,
что это мне ничего не будет стоить.
13 сентября.
Из сервисного центра
позвонили и сказали, что я могу забрать автомобиль в любое время после 8
вечера. Мне также сказали, что молдинг придется заказывать,
так как он отсутствует на складе. Необходимость в запчасти была известна еще 8
сентября и СЕЙЧАС она должна быть заказана. Это был еще один повод приехать в
ремонтный цех.
Когда я приехал в сервисный
центр забрать автомобиль, мне выставили счет на 126 долларов. Я спросил, за что
я должен платить, и мне показали список, который включал спидометр и поиск
неисправности противоугонной системы. Я сказал, что мне обещали, что это будет
бесплатно. Кто-то из сервисной службы был проинформирован о проблеме и передал
автомобиль мне с напоминанием, что сервис-менеджер должен разобраться в
ситуации на следующий день.
Автомобиль вернул тот же
человек, который отдавал его 8 сентября. Я сел на водительское сидение и
заметил, что отсутствует зеркало заднего вида – оно лежало на пассажирском
сидении отдельно. Я был доведен до бешенства. Я вышел из автомобиля и спросил,
как это могло случиться без всякого предупреждения. Джим Бойд
сказал, что никто не хотел присвоить это зеркало. Он установил зеркало на
место.
Мистер Джексон, я
заканчиваю это длинное письмо, но я сильно разочарован и расстроен последними
тремя неделями. Я надеюсь, что Вы
понимаете причину этого состояния. Я также надеюсь, что Вы разберетесь с этим
делом и дадите мне знать, что Вы о нем думаете.
С искренним уважением,
Сэм Монахан
555 Южная магистраль, Турнвилль
Ответьте на вопросы:
1. Классифицируйте проблемы в данном случае.
2. В чем возможные причины этих неудач?
3. Подготовьте график причинной зависимости для «отказа в
немедленном устранении дефектов по требованию клиента».
4. Какие специальные действия может предпринять Джексон
немедленно? Каковы будут его долгосрочные цели?
Глоссарий
Внешние клиенты - люди или фирмы, которые покупают
изделие или услугу.
Внутренние клиенты - служащие
фирмы, которые используют ее продукцию.
Гистограмма - данные, измеренные в непрерывном
масштабе, показывающие распределение частоты некоторой характеристики качества.
График причинной зависимости - связь
ключевой проблемы качества с ее потенциальными причинами.
Диаграмма рассеивания - график
двух переменных, показывающий связь между ними.
Дисперсия - мера разброса наблюдений
относительно среднего.
Проблемно-ориентированные бригады - небольшие
группы руководителей и служащих, которые создаются, чтобы идентифицировать,
анализировать, и решать производственные проблемы качества продукции.
Проверочный лист - форма, в которую записывают
характеристик проблем, связанных с качеством некоторого изделия или услуги.
Размах - различие между самым большим и
самым маленьким наблюдениями в выборке.
Самоуправляемые бригады - члены
бригады изучают все связанные с этим задачи, от операции к операции, и
принимают управленческие решения типа организации работы и планирования
перерывов, заказа поставок и найма новых работников.
Специализированные бригады - создаются
для решения конкретных проблем управления или персонала.
Среднее - сумма результатов наблюдений,
деленная на общее количество наблюдений.
Статистическое управление производственным процессом - применение
статистических методов для определения соответствия производственного процесса,
изделия или услуги проектным условиям.
Столбиковая диаграмма - частота
возникновения характеристик данных, измеренных в варианте ответов:
"да" и "нет".
Эталонное тестирование - непрерывный,
систематический процесс, который сравнивает уровень изделий и услуг с аналогами
у промышленных лидеров.
Раздел
IV. Стратегические решения в операциях
Тема
8. Менеджмент рабочей силы
Цели обучения:
В данном блоке
рассматривается как новые, так и традиционные подходы к менеджменту рабочей
силы.
В результате изучения данного блока слушатель будет:
· Рассматривать организационное реструктурирование как
инструмент повышения эффективности использования рабочей силы.
· Классифицировать ключевые элементы горизонтальной
структуры.
· Рассматривать систему поощрения как элемент системы
менеджмента рабочей силы.
· Понимать важность программ обучения персонала.
· Проектировать работы с использование традиционных и
современных методов.
· Разрабатывать и применять нормы выработки как
инструмент управления.
· Измерять работы в процессе создания трудовых
стандартов, основанных на суждении квалифицированных наблюдателей.
Содержание темы:
1.
Введение.
2.
Организационное реструктурирование.
3.
Проектирование работ.
4.
Нормы выработки.
5.
Методы измерения работы.
6.
Резюме.
Введение.
Компания Timken производит около двух миллионов роликовых подшипников
в неделю для широкого круга потребителей. В середине 1980-х руководство
компании решило закрыть один из двух своих мощных заводов. Второй завод, в
штате Огайо, продолжал свою работу, но его работники были деморализованы. Они
говорили менеджерам, что у них нет будущего, а закрытие и второго завода –
вопрос времени.
Менеджеры и работники
завода решили доказать, что у завода есть перспективы. Команда самоуправления,
созданная в 1990 году, разрушила функциональные границы и разрешила работникам
принимать операционные решения, которые раньше являлись прерогативой
менеджеров. Была развернута широкая программа переподготовки, в рамках которой
800 работников обучались в общем более 21790 часов.
За шесть лет деятельности
были получены следующие положительные результаты:
· Качество продукции вышло на уровень 7-сигма, то есть
0.31 дефекта на миллион подшипников;
· Уровень запасов был уменьшен на 25 процентов, что
снизило затраты на хранение;
· Графики работы теперь охватывают 98 процентов времени
рабочего процесса против 74 процентов ранее, при этом существенно повысилась
своевременность выполнения заказов.
Пример этого завода
показывает важность менеджмента рабочей силы. Повышение степени участия
работников в процессе принятия решений по производственным операциям
существенно повысило конкурентоспособность данного предприятия. Большую роль в
этом сыграли обучение персонала и работа
команды самоуправления, разрушившая традиционные межфункциональные
границы. В этом разделе мы рассмотрим как новые, так и традиционные подходы к
менеджменту рабочей силы.
Вопрос 1. Организационное реструктурирование.
Мы начнем с определения
организационной структуры, называемой горизонтальной структурой, для
которой характерно межфункциональное взаимодействие.
Затем мы обсудим некоторые из вариантов планов стимулирования, использующихся
компаниями для выделения и вознаграждения служащих, а также рассмотрим
программы обучения, которые компании используют, чтобы поддержать рабочие
группы.
Горизонтальная структура.
Самый ценный ресурс,
который имеет любая организация - ее служащие. Построение в организации искусственных границ, которые не
дают использовать творческие способности служащих и возможность самостоятельного решения ими проблем, казалось
бы, не имеет смысла. Все же именно эта
традиционная структура, называемая вертикальной структурой,
используется достаточно часто. Вертикальную структуру имеют такие отделы
как маркетинговый, операционный, финансов, кадров и инженерных разработок. Служащие обращаются к своим начальникам для
получения руководящих указаний и
разрешения на действия; они работают в рамках своих обязанностей и практически
не имеют межфункциональных связей. Например,
во многих традиционных компаниях менеджеры маркетинга не понимают проблемы операционных менеджеров; операционные менеджеры не говорят с инженерами; совсем
мало координации у них между функциональными отделами и отделом кадров.
Некоторые компании, такие
как AT&T, DuPont, General Electric
и Motorola, начинают использовать новую
организационную модель, названную горизонтальной структурой. В горизонтальной
структуре устранены иерархия,
функциональные или ведомственные границы, а
работа в организации выполняется мультидисциплинарными
группами. Идея состоит в управлении поперек функциональных областей в противоположность управлению
вниз по иерархической структуре. Такая организация может иметь только
три или четыре уровня управления
между главным администратором и членами рабочих групп. Центром в этих
организациях является клиент, а не интересы функциональных областей.
Ключевые
элементы. Горизонтальная
структура имеет семь ключевых элементов:
· Организация вокруг процесса. Часто три - пять процессов являются критическими для успеха организации. Например,
главными процессами в производстве могут быть продвижение изделия
(маркетинговый анализ и стратегия, исследования и разработки, проектирование и внедрение), поддержка клиента (реклама и обслуживание клиента), продажа и выполнение
заказов (установление цен, продажа, производство, доставка) с рабочими группами, организованными
вокруг каждого процесса.
· Плоская
организационная структура.
Рабочие группы анализируют процессы, чтобы свести к минимуму количество
выполняемых действий и устранить работы, которые не влияют напрямую на изделия
или обслуживание.
· Группы
управляют организацией. Группы -
главные элементы в горизонтальной корпорации. Наверху могли бы быть
вице-президенты по стратегии, планированию и службе поддержки, главный
операционный директор и председатель совета директоров, который является
ответственным за работу всей организации. Ниже этого уровня - группы,
включающие менеджеров и служащих различных подразделений и организованные
вокруг основного процесса. Каждая группа имеет свою собственную цель и
считается ответственной за измеримые цели работы.
· Клиенты
управляют работой. Удовлетворение
запросов клиента - ключевой критерий качества работы в горизонтальной
корпорации. Этот элемент также является частью общей системы управления качеством.
· Руководство
вознаграждает работу группы.
Разработаны системы оценки и оплаты, чтобы вознаградить работу группы, а не
индивидуальные усилия. Служащие, приобретающие дополнительные навыки,
необходимые для работы группы, вознаграждаются за свою деятельность.
· Группы
поддерживают контакты с клиентами и поставщиками. Члены группы находятся в контакте с поставщиками и
клиентами. При необходимости поставщики или представители клиента играют
активную роль в работе групп.
· Программы
обучения для всех служащих. Служащим
предлагают программы обучения, улучшающие их навыки в решении задач, лидерстве,
общении и администрировании. Информация предоставляется в необработанной форме
так, чтобы служащие могли анализировать ее и делать собственные выводы.
· Связь с
операционной стратегией. Для большинства компаний, внедряющих горизонтальную
структуру, требуется главное преобразование в производственной культуре –
переход от использования менеджеров и служащих, которые являются специалистами
(как в типичной вертикальной структуре), к использованию менеджеров и служащих,
которые являются универсалами (как в горизонтальной организации). Такое
преобразование может существенно улучшить конкурентоспособность компании.
Большинство попыток создавать горизонтальные структуры до настоящего времени
сосредоточивается на более низких уровнях структуризации (менеджмент среднего
звена почасовых служащих), а не на исполнительском уровне.
Процесс изменения
организационной структуры может быть болезнен, поэтому многие компаний не
решаются на него. Решение должно быть связано с операционной стратегией.
Вертикальная структура может подходить некоторым отраслям промышленности
массового производства больше, чем горизонтальная организация, из-за повторного
характера операций и конкурентного приоритета низких затрат. Горизонтальные
организации достаточно гибки. Фирмы, конкурентные приоритеты которых включают
скорость развития изделия, высокоэффективный дизайн, учет требований
потребителей или высокие уровни разнообразия изделий, могут найти, что горизонтальные
структуры больше подходят для их потребностей. Компании должны сначала решить,
что требуется, чтобы быть успешным в рынке, а затем решать, соответствует ли
горизонтальная структура их организационным и операционным стратегиям.
Система поощрения.
Система стимулирования и
поощрения, как отдельных работников, так и рабочих групп или их членов,
способствует повышению производительности. Сделанный в 1992 году обзор 2000
компаний показал, что 61 процент рассмотренных компаний имели такие планы, по
сравнению с только 47 процентами в 1990 году. Такой интерес к системе
стимулирования и поощрения отражает стремление менеджеров должным образом
отметить лучших работников, особенно при увеличении числа рабочих групп.
Традиционные побудительные схемы не всегда работают, потому
что они вознаграждают каждого индивидуально, а не работу группы. Обычно
используются семь основных видов систем; три классифицированы как
индивидуально-ориентированные, две – командо-ориентированные
и еще две – группо-ориентированные.
Индивидуально-ориентированные
системы. Система стимулирования и
поощрения работников может быть основана на норме выработки, плате за
квалификацию или премиальных баллах.
Норма выработки - традиционный способ компенсации, основанный на количестве созданной
продукции или выполненных услуг в течение дня или недели. Например, рабочим,
выполняющим обслуживание телефонов, можно платить за число выполненных заказов.
Уровни поощрения основаны на справедливой как с точки зрения менеджеров, так и
самих работников норме выработки. Такие системы не поощряют групповую
деятельность и не влияют на качество работы.
В системах оплаты за квалификацию, служащие вознаграждаются за
приобретенные навыки, которые делают их более ценными членами их группы.
Например, в Mettler-Toledo, изготовителе весов и монтажных схем, служащие
получают на 0.20 доллара в час больше, когда они завершают обучение и получают
свидетельство в новой квалификации. Эта система стимулирования и поощрения
поддерживает деятельность в группах, потому что это увеличивает разнообразие
навыков членов группы и позволяет использовать больше гибкости в их
назначениях.
В системе премиальных баллов, служащие
накапливают баллы, оценивающие их степень участия в общей деятельности. Награда
дается после того, как заработано некоторое количество баллов. Например, Honda of America дает баллы служащим за
участие в системе повышения качества, работающим над сложными изменениями в
деятельности предприятия. Работники сами определяют, сколько времени они могут
затратить на эти цели. Служащие, которые зарабатывают 2500 премиальных баллов,
получают автомобиль Honda Civic. Honda of
Командо-ориентированные системы. Там, где стимулы можно привязать к
производственно-качественным ориентирам, группы могут получить финансовое
вознаграждение. В других случаях наградой является общественное признание.
В организациях, где
сотрудники получают дополнительную оплату за достижение некоторого уровня
производительности (скажем, 1000 единиц продукции в день), который привязан к
стандарту качества (скажем, 99 процентов продукции без дефектов), могут быть
сделаны выплаты премии для превышения производственно-качественных ориентиров.
Эта система полезна для команды, а не отдельной личности, и продвигает
взаимопомощь и новаторство.
Многие компании полагают,
что служащие имеют присущее им желание превосходства и потребности в
общественном признании их достижений. Общественное признание может принять вид
стендов в офисе или предприятии, отражающих деятельность команды, статьи в
информационном бюллетене компании, или банкетах компании. Часто общественное признание не
сопровождается материальным вознаграждением служащих. Команды также могут
получить признание, соревнуясь с командами других компаний в различных
проектах.
Группо-ориентированные системы. Двумя
способами вознаграждения групп являются совместное
использование прибыли и совместное использование экономии.
Совместное использование прибыли производится, когда компания в целом достигает
некоторых уровней доходности. Хотя планы совместного использования прибыли
отличается достаточно сильно, типичный план требует, чтобы, после того, как
некоторое минимальное возвращение инвестиций (или уровень прибыли) было
достигнуто в течение года, половина прибыли сверх минимума должна быть помещена
в совокупный доход компании, а другая половина - в премиальный фонд для
служащих. Индивидуальные премии базируются на количестве часов работы или
основной зарплате каждого служащего. Премии могут быть большими в хорошие годы
и отсутствовать в плохие.
Подобно совместному
использованию прибыли, совместное
использование экономии является наградой за коллективную работу группы,
но сосредотачивается на затратах выпуска продукции, которые больше под
управлением служащих чем прибыль. Служащие совместно используют выгоды от
качества и усовершенствований производительности в компании. Этот система стимулирования и
поощрения часто связывается с формами управления с участием самих работников,
потому что это существенно продвигает усилия группы в повышении
производительности.
Обследование, проведенное
американским Министерством труда в 1993 году, показало, что в 800
производственных компаниях в Мичигане наличие систем совместного использования
прибыли или систем совместного использования экономии привело к более высокой
производительности и что эти планы были более распространены в фирмах с высоким
уровнем оплаты сотрудников. Кроме того, дополнительный доход, полученный самими
фирмами, превысил сумму увеличения заработной платы.
Программы обучения.
На глобальном рынке
происходят постоянные изменения условий деятельности рынка за счет появления
новых конкурентов и изменений предпочтений потребителей. Фирмы должны опираться
на своих работников в процессе предупреждения возникновения возможных проблем,
разработки новых изделия и услуг, поддерживания качества продукции на
конкурентоспособном уровне. Поскольку служащие становятся все более
вовлеченными в работу групп, их потребность в социальных навыках и навыках
общения, навыках управления качеством, администрирования, и технические умения
все время возрастает. Акцент на эффективных процессах и высоком качестве
требует, чтобы служащие имели более обширный базовый набор навыков для
выполнения широкого спектра заданий и контакта со служащими в других областях.
Фирмы участвуют в разнообразных программах обучения, включая следующие:
· Общее
обучение. Эти программы обучения
лидерству, коммуникативности, руководству проектом,
решению проблем, математике, статистическим методам управления процессом,
критическому стилю мышления и даже грамотному языку. Некоторые фирмы поощряют
служащих обучению вне их функциональных областей, например, в местном
университете, или колледже, если их собственные программы обучения не могут
удовлетворить потребности этих работников.
· Административное
обучение. Курсы по обеспечению
занятости, оценке выполненной работы и навыкам управления предлагаются
служащим, которые являются руководителями групп.
· Техническое
обучение. Эти курсы
сосредотачиваются на определенных аспектах выполнения конкретного задания
самого работника (или связанного с ним задания) с целью упрочения его навыков.
Организационное
реструктурирование включает в себя намного больше моментов, чем мы смогли
охватить в этом разделе. Однако ясно, что рабочая сила играет важную роль в
поддержании конкурентоспособности фирмы. Даже если горизонтальная модель
организации не является подходящей для фирмы, операционные менеджеры должны
периодически пересматривать традиционные подходы к системе стимулирования и
поощрения работников и их обучению.
Вопрос 2. Проектирование работ.
Проектирование работ
определяет содержание заданий, навыки служащих и необходимость обучения для их
выполнения, а также степень специализации, соответствующей заданиям.
Проектирование работ - важная часть операционной стратегии фирмы, потому что
это определяет уровень гибкости рабочей силы. Успешный дизайн задания:
· повышает эффективность работы за счет анализа ее
элементов;
· увеличивает производительность за счет рассмотрения
технических и человеческих факторов;
· улучшает качество конечного продукта или услуги;
· усиливает удовлетворенность работников.
Традиционная технология
проектирования работ была изобретена больше чем 100 лет назад Фредериком Тэйлором. Его подход, известный как научное управление,
основан на концепции, что любая операция может быть улучшена путем анализа
компонент и изучения содержания работы с целью улучшения методов работы. Тэйлор полагал, что менеджеры должны изучить задания с
научной точки зрения, используя тщательный анализ, экспериментирование и
инструментальные средства типа блок-схем и диаграмм процесса для определения
наиболее экономичного способа выполнения задания. Позже в этой главе мы обсудим
некоторые из методов Тэйлора.
Тэйлор подчеркивал потребность в менеджерах для обучения
рабочих новым методам улучшения эффективности их работы. Он полагал, что
руководство должно принять ответственность за координацию работ так, чтобы
результат был бы не ограничен простым планированием и синхронизацией. Тэйлор также полагал, что научное управление будет работать
только в том случае, если экономические выгоды от увеличения выпуска продукции
разделяются между руководством и работниками, получающими дополнительную оплату
за увеличение производительности.
Методы Тэйлора
имели дело, прежде всего с техническими аспектами проектирования работ: лучшие
пути достижения, захвата и перемещения объектов; количество повторных действий,
которые должны быть выполнены; лучшая физическая позиция для работы.
Несомненно, научные методы управления, которыми пользовались промышленные
инженеры, способствовали быстрому повышению производительности труда в Америке в
промежутке между 1900 и 1950 годами.
Многие менеджеры применяли
концепции Тэйлора, чтобы увеличить производительность
в производстве и сфере услуг. Это часто приводило к специализации задач и
вертикальной структуре организации. Новые подходы к проектированию работ,
используемые некоторыми организациями сегодня, включают формирование группы и
разработку межфункциональных связей. Эти подходы
учитывают поведенческие аспекты деятельности работников, такие как
безопасность, шум, вентиляция, освещение и монотонность. В этом разделе мы
обращаемся к проблеме проектирования работ, которая касается менеджеров —
степени специализации работ, потому что это имеет отношение непосредственно к
организационному реструктурированию.
Специализация работ.
Работа с высокой степенью
специализации соответствует
узкому диапазону задач, высокой степени повторяемости и, возможно, большой
эффективности и высокому качеству. Например, мастер, специализирующий в ремонте
холодильников, может быстрее определить неисправность и сделать правильный
ремонт на основании предыдущего опыта; специалист-кардиолог может поставить
диагноз болезни сердца и назначить лечение лучше, чем терапевт. Рассмотрим
работы, выполняемые в ресторане быстрого питания, где служащие берут заказ,
готовят и упаковывают пищу, а также принимают оплату. Этот технология работы
становится неэффективной при увеличении объема заказов, потому что служащие
начинают мешать друг другу. Альтернативой может быть разделение на два вида
работ: один работник отвечает за принятие заказа, манипуляции с французской
жаровней, разливание напитков, упаковку пищи и прием оплаты; а другой – за
изготовление булочек с начинкой и всю работу гриля. Специализация приводит к
следующим выгодам:
· меньше времени обучения для работников, так как число
используемых методов и процедур ограничено;
· быстрее темп работы, приводящий к большему объему
выпуска за меньшее время;
· ниже заработная плата, так как требования к уровню
образования и навыка ниже.
Однако
аргументы против специализации работ тоже достаточно серьезны:
· низкий уровень нравственной удовлетворенности
работников, высокая текучесть рабочей силы,
ниже качество из-за монотонности и скуки повторяющихся операций;
· потребность в большем внимании к процессу управления,
потому что вся деятельность декомпозирована на большое количество заданий для
большого количества служащих;
· меньше гибкости в осуществлении изменений процесса или
замен при отсутствии (или опоздании) работника.
Степень специализации
должна иметь непосредственное отношение к конкурентным приоритетам фирмы.
Высокая степень специализации соответствует конкурентным приоритетам продукто-ориентированной фирмы: низкие затраты, постоянное
качество, небольшое разнообразие изделий. Низкая степень специализации
соответствует конкурентным приоритетам процессо-ориентированной
фирмы: учет требований потребителя, высокоэффективный дизайн, гибкость объемов
выпуска. Однако, некоторые фирмы, которые конкурируют на основе низких затрат и
постоянного качества (например, фирмы Motorola и
AT&T), применяют организационные модели, основанные на меньшем уровне
специализации.
Альтернативы в специализации.
Люди работают вследствие
разнообразных причин: экономических потребностей (чтобы заработать на
определенный уровень жизни), социальных потребностей (чтобы получить признание
и принадлежать соответствующей социальной группе), индивидуальных потребностей
(чтобы чувствовать важность своей работы и участвовать в управлении процессом).
Эти факторы влияют на качество выполнения их заданий. На узко
специализированных заданиях рабочие имеют меньше возможностей управлять
темпом работы, получать непосредственное удовлетворение от ее процесса,
демонстрировать инициативу и контактировать с коллегами. Альтернативные
стратегии позволяют преодолеть скуку высоко
специализированных заданий, включая расширение задания, циклическую
смену заданий и их обогащение.
Расширение задания. Горизонтальное
расширение задания, то есть увеличение диапазона задач на том же самом уровне —
называют расширением задания. Служащий совершает большую часть всей работы,
требуемой для выпуска изделия или оказания услуги. Обычно этот подход требует,
чтобы рабочие имели различные навыки, и это часто сопровождается увеличениями
заработной платы и использованием программ обучения. Помимо сокращения скуки,
при расширении задания имеется возможность увеличения степени удовлетворения
работника, потому что рабочий чувствует больше ответственности и гордости за
выполненную работу. Например, AT&T Credit Corporation,
которая обслуживает заявки на аренду телефонного оборудования, организована
так, чтобы группы рабочих исполняли все три главных функции аренды для клиента:
получения заявок и проверки кредитоспособности клиента, составления контрактов
и сбора платежей. Другие финансовые учреждения часто организуют три отдельных
отдела для каждой из этих функций и выдают задания с высокой степенью
специализации. Служащие AT&T Credit
Corporation чувствуют ответственность за качество обслуживания и
понимают, как их действия способствуют полному циклу обслуживания. С этим
способом проектирования заданий AT&T Credit Corporation
обрабатывает до 800 заявок в день, более чем вдвое превышая норму при
использовании традиционных методов проектирования работ.
Циклическая смена задания. Систему периодического циклического изменения заданий
работникам с целью внесения большего разнообразия называют циклической сменой
задания. Этот подход наиболее эффективен, когда задания требуют одинакового
уровня навыка. Например, работники в семейном ресторане могут менять режимы
работы от уборки столов до приема заказов от клиентов. Поскольку рабочие
изучают несколько навыков работы, циклическая смена задания увеличивает общее
количество их навыков, обеспечивая гибкость управления процессом при
необходимости замены отсутствующих рабочих или перемещения рабочих на другие
рабочие места. Кроме того, циклическая смена заданий может дать каждому
рабочему лучшее понимание производственных проблем других работников и значения
хорошего качества производимой продукции.
Обогащение задания. Наиболее комплексный подход к проектированию работ -
обогащение задания, которое влечет за собой вертикальное расширение режимов
работы при выполнении задания. То есть рабочие принимают большее участие в
управлении и у них выше ответственность за
процесс целиком, а не только за определенный навык или операцию. Этот подход
поддерживает развитие полномочий служащих и самоуправляемых групп, так как
служащие принимают основные решения в процессе выполнения задания. Например,
повару изысканного ресторана можно поручить покупку продуктов на рынке и
составление его собственного графика работы. Обогащение задания вообще
увеличивает степень удовлетворения работой, потому что
это дает работникам ощущение способности справляться со многими задачами,
осуществлять прямой контакт с потребителем продукции или услуг, а также нести
ответственность за качество продукции или услуги.
Вопрос 3. Нормы выработки.
Теперь, когда мы
исследовали некоторые аспекты процесса проектирования работ, давайте обратимся
к способам измерения выработки. Нормы выработки влияют на позиционную
стратегию, выбор процесса, технологию и проектирование работ. Создание
основания для сравнения требует развития понятия нормы выработки, как
времени, требуемого обученному работнику для выполнения работы по заданной
технологии с нормальной интенсивностью ее выполнения. Однотипные роботы
выполняют повторные работы с небольшими отклонениями в норме выработки, но
оценка работы человека более трудна, потому что навыки, усилия и выносливость
меняются от одного работника к другому.
Нормы выработки как инструмент
управления.
Менеджер использует нормы
выработки для следующих целей:
· Установление
цен и затрат. Менеджеры могут использовать трудовые и машинные
нормы времени, чтобы разработать затраты для текущих и новых изделий, составить
бюджет, определить цены, и принимать решения категории «делать-или-покупать».
· Мотивация
рабочих. Нормы могут использоваться, чтобы определить объем
работы на день или мотивировать рабочих с целью улучшения их работы. Например,
рабочие могут заработать премию за выпуск продукции сверх того объема, который
предусмотрен нормами.
· Сравнение
альтернативных технологий работ. Нормы времени могут использоваться, чтобы сравнить
различные схемы маршрутизации обработки деталей и оценить новые методы работы и
новое оборудование.
· Планирование. Менеджерам
необходимы нормы времени, чтобы назначить задание рабочим таким образом, чтобы
эффективно использовать ресурсы.
· Планирование
мощности. Менеджеры могут использовать нормы времени, чтобы
определить текущие и проектные требования по мощности для данного заказа.
· Оценка
работы. Выработка рабочего может сравниваться со стандартной
выработкой в течение заданного времени, чтобы оценить его работу и
производительность.
Области противоречий.
Нормы выработки часто
становятся источником конфликта между менеджментом и рабочей силой. Когда
организация использует нормы выработки как основание для оплаты, профсоюзы или
рабочие могут сказать, что нормы слишком высокие, а менеджмент - что нормы
слишком низкие. Для тех и других выгодна установка достижимых норм, потому что установка норм выработки в любое
экстремальное значение существенно затрудняет планирование соответствующих
уровней мощности, увеличивает затраты и уменьшает прибыль.
Сами менеджеры не
соглашаются на использование сложных норм выработки в целях увеличения
производительности. Некоторые менеджеры полагают, что сами работники должны
быть вовлечены в определение норм выработки, а большие затраты на организацию
такого производства и скрытые затраты трудовых конфликтов перевешивают выгоды от
использования сложных норм. Другие полагают, что использование сложных норм для
стимулирования сдельной работы конфликтует с целью увеличения
производительность рабочего, потому что служащие практически не будут иметь
стимулов улучшения их методов работы. Рабочие также могут ухудшить качество
работы, поскольку они участвуют в гонках по выполнению и перевыполнению норм
выработки. Однако, как показывает практика, когда фирмы вовлекают служащих в
формирование их собственных норм выработки, применение идей Фредерика Тэйлора может все еще увеличивать их производительность.
Вопрос 4. Методы измерения работы.
Ключом к разработке нормы выработки является
определение нормального выполнения. Предположим, например, что менеджер
быстро развивающейся компании, производящей замороженную пиццу, хочет
разработать нормы на приготовление пиццы. Чтобы приготовить пиццу, работник
размазывает соус по оболочке пиццы, добавляет сосиску пепперони
и сыр, укладывает пиццу в коробку и помещает собранное изделие в бокс для
быстрого замораживания. Весь процесс занимает 20 секунд. В этом темпе рабочий
может изготавливать 1440 пицц за восьмичасовой рабочий день.
Однако перед тем, как
установить 20 секунд как норму выполнения, менеджер должен рассмотреть, имеют
ли все работники навыки наблюдаемого рабочего. Последний
может быть исключительно энергичен, опытен и эффективен. Кроме того, оценка 20
секунд на одну пиццу не включала отклонения в темпе работы за достаточно
длительный период времени. Вообще говоря, время выполнения, полученное за
короткий период для одного работника, не должно использоваться как норма для
продолжительного периода времени для всех работников.
Измерение работы - это процесс создания трудовых стандартов, основанных
на суждении квалифицированных наблюдателей. Методы измерения работы, доступные
менеджеру, включают:
· метод измерения времени;
· подход на базе норм для
элементарных работ;
· подход на основе
предварительного задания;
· метод образцов работы.
Выбор метода часто зависит от цели использования
получаемых данных. Например, когда аналитик нуждается в высокой степени
точности в сравнении фактических результатов метода работы со стандартами,
может потребоваться секундометрирование или
предварительное задание времен. И наоборот, аналитик, который хочет оценить
процент времени, когда служащий простаивает в ожидании материалов, применит
метод образцов работы. Кроме того, аналитик может использовать более чем один
подход для получения необходимой информации для измерения работы.
Метод измерения времени.
Этот метод используется для установления норм
выработки по времени и состоит из четырех шагов.
Шаг 1: Выбор элементарных работ. Каждая элементарная работа должна иметь определенную
точку старта и точку остановки, чтобы облегчить секундометрирование
процесса. Элементарных работ, которые требуют менее трех секунд на выполнение,
следует избегать. Выбранные элементарные работы должны соответствовать
стандартному методу работы, который выполняется в стандартной рабочей среде.
Непредвиденные операции, обычно не входящие в задание, должны быть
идентифицированы и отделены от повторяющейся работы.
Шаг 2: Секундометрирование
элементарных работ. После того, как элементарные работы идентифицированы,
аналитик замеряет времена выполнения этих работ обученным работником для
получения начального набора наблюдений. Аналитик может использовать или
непрерывный метод, делая запись показаний секундомера для каждой элементарной
работы после ее завершения, или метод сброса значений, сбрасывая секундомер для
его обнуления после завершения каждой элементарной работы. Для последнего
метода аналитик использует два секундомера, один - чтобы сделать запись по
предыдущей элементарной работе, а другой - чтобы замерить текущую элементарную
работу.
Если в замеренных данных появляются единичные времена,
которые сильно отличаются от других времен, зарегистрированных для той же самой
элементарной работы, аналитик должен исследовать причину изменения.
Нерегулярное наблюдение из-за затупившегося инструмента или аппаратного сбоя не
должно включаться в вычисление среднего времени для элементарной работы.
Среднее число наблюдаемых времен, основанное только на представительских
временах, называют выбранным временем (![]() ). Учет нерегулярных наблюдений будет
обсужден позже.
). Учет нерегулярных наблюдений будет
обсужден позже.
Шаг 3: Определение размера выборки. Как правило, те, кто использует метод изучения
времени для установления норм, хотят получить среднее время, которое
максимально близко к значению истинного среднего для больших выборок. Формула,
основанная на нормальном распределении, позволяет аналитику определить размер выборки:
где n – требуемый размер выборки;
p – точность вычислений как отношение к истинному
значению;
![]() -
выбранное время для элементарной работы;
-
выбранное время для элементарной работы;
s – стандартное отклонение наблюдений для элементарной
работы;
z – количество нормальных стандартных отклонений для
желаемого уровня доверия.
Типовыми значениями z из
этой формулы являются:
|
Уровень доверия |
Значение z |
|
90 |
1.65 |
|
95 |
1.96 |
|
96 |
2.05 |
|
97 |
2.17 |
|
98 |
2.33 |
|
99 |
2.58 |
Например, значение z=1.96 представляет ± 1.96
среднеквадратичных отклонений от среднего, оставляя в сумме 5 процентов
значений в оставшихся фрагментах стандартизированной нормальной кривой.
Точность оценки p выражена как пропорция
истинного (но неизвестного) среднего времени для элементарной работы.
Шаг 4: Вычисление нормы. На заключительном
шаге вычисляется значение нормы. Чтобы сделать это, аналитик сначала определяет
нормальное время для каждой элементарной работы, наблюдая темп деятельности
работника. Аналитик должен не только определить, является ли темп рабочего выше
или ниже среднего темпа, но также вычислить коэффициент темпа выполнения
работы (RF – performance rating factor), который
характеризует отклонение темпа работы от среднего для каждой
элементарной работы. Обычно одновременно наблюдаются только несколько рабочих.
Если работники работают в высоком темпе, норма, основанная на их среднем
времени, не была бы справедлива, особенно если используется система
стимулирования труда. И наоборот, если работники работают медленно, норма,
основанная на их среднем времени, не была бы справедлива к компании. Более
того, работники могут специально замедлить темп в процессе проведения замеров
времени. Таким образом, аналитик должен сделать корректировку вычисленного
среднего для вычисления нормы времени, требуемого обученному работнику при
выполнении работы в нормальном темпе. Аналитики проходят специальные программы
обучения, чтобы гарантировать качество получаемых норм по результатам многих
исследований.
Аналитик должен также разложить факторы по частоте их
возникновения, F, для каждой элементарной работы в цикле работ. Некоторые
элементарные работы могут, не выполнятся в каждом цикле. Аналитик находит нормальное
время (NT) для любого элемента работы, умножая время
выбора (t), частоту (F)
элементарной работы в цикле и коэффициент темпа выполнения работы (RF):
![]()
Для нахождения нормального времени цикла (NTC) аналитик
суммирует нормальные времена по всем элементарным работам:
![]()
Полная оценка метода изучения времени. Методы
изучения времени имеют некоторые ограничения. Они не должны использоваться,
чтобы установить стандарты для заданий, в которых характер задачи является
различным каждый раз, например - студента, решающего задачу, профессора,
готовящего лекцию или автомобильного механика, диагностирующего причину
нестандартной неисправности. Кроме того, неопытный человек не должен проводить
изучение времени, потому что ошибки в регистрации информации или в выборе
включаемых элементарных работ могут привести к неверным нормам выработки.
Наконец, некоторые рабочие могут возражать против изучения времени из-за его
субъективности. Тем не менее, изучение времени, проводимое опытным
наблюдателем, обычно обеспечивают удовлетворительный, хотя и не абсолютно
точный, инструмент для того, чтобы установить реальные стандарты времени.
Подход на базе норм для элементарных работ.
Если предприятие требует использования тысяч норм
выработки, то затраты времени и средств, требуемые для метода изучения времени,
могут быть серьезным препятствием. Когда существует высокая степень подобия в
элементарных работах для нескольких заданий, аналитики часто используют
стандартные элементные данные, чтобы получить нормы для различных заданий. В
этом подходе аналитики используют подход измерения работы, например - изучения
времени, используя нормы для общих элементарных работ. Нормы хранятся в базе
данных. Если время, требуемое для элементарной работы, зависит от некоторых
переменных характеристик заданий, уравнения отношений этих характеристик к
требуемому времени могут также быть сохранены в базе данных. После настройки
базы данных должны были оценены нормальные времена для заданий, использующих
эти элементарные работы с изменяющимися характеристиками. Однако корректировки
все еще нужно добавлять, чтобы достигнуть норм времени для заданий.
В дополнение к сокращению количества необходимых
изучений времени, подход на базе норм для элементарных работ может помочь
менеджерам разрабатывать стандарты для новой работы прежде, чем продукция
начинает выпускаться. Эта особенность полезна для ценного изделия при его
оценке и промышленном планировании.
Хотя применение подхода на базе норм для элементарных
работ уменьшает потребность в изучениях времени, они не могут быть полностью
устранены. Аналитик разрабатывает нормы времени для базы данных, используя
такие методы как метод изучения времени и должен периодически использовать
методы изучения времени для проверки стандартов, разработанных в подходе на
базе норм для элементарных работ. Определение всех переменных задания, которые
затрагивают времена для каждого элемента работы, может быть затруднено;
следовательно, этот метод не может дать хорошие оценки за приемлемое время.
Подход на основе предварительного задания.
Подход на основе предварительного задания устраняет
потребность в изучениях времени в целом. Аналитик делит каждый элемент работы
на ряд микродвижений, общих для разнообразных задач.
В этом случае аналитик консультируется с созданной базой данных, которая
содержит нормальные времена для этих микродвижений,
наряду с модификациями для переменных задания. Норма времени для любой задачи
может быть разработана с помощью обращения к базе данных. Одна из обычно
используемых предопределенных систем данных - измерение времени методов (MTM
– methods time measurement). Фактически, есть несколько баз данных
MTM, но мы сосредотачиваемся на самом точном, MTM-1. В MTM-1 основными микродвижениями
являются: досягаемость, перемещение, расцепление, применяемое давление,
схватывание, позиционирование, отпускание и поворот. Нормальные времена
для этих микродвижений, изменяемых для переменных
задания, были разработаны обученными наблюдателями, которые применяли оценки
выполнения к изучению наблюдений по видеозаписи деятельности рабочих при
различных промышленных параметрах настройки.
Каждое микродвижение
измерено в модулях измерения времени (TMU – time
measurement unit).
Один TMU равняется 0.0006 минутам. Установка стандартов от предопределенных
данных включает несколько шагов.
Декомпозиция каждой элементарной работы на ее основные микродвижения.
Нахождение подходящего табличного значения для каждого
микродвижения. Табличные значения используются для
учета влияния таких факторов, как вес, расстояние, размер объекта и степень
трудности.
Суммирование норм времени для каждого движения, взятых
из таблицы, для получения нормы времени для всего задания.
Корректировка нормы времени на возможные отклонения и
получение стандарта времени.
Например, предположим, что рабочий должен переместить
18-фунтовый объект двумя руками к точному местоположению на расстоянии в
Таблица 11.
Предопределенные данные для микродействия «перемещение»
|
Расстояние перемеще-ния (дюймы) |
Время (TMU) |
Учет веса |
Вариант и описание |
|||||
|
A |
В |
С |
Рук в движении В |
Вес до (фунты) |
Динамиче-ский фактор |
Статичес-кая константа (TMU) |
||
|
Менее 0.75 |
2.0 |
2.0 |
2.0 |
1.7 |
2.5 |
1.00 |
0 |
A
Перемещение объекта в другую руку или к месту остановки. |
|
1 |
2.5 |
2.9 |
3.4 |
2.3 |
||||
|
2 |
3.6 |
4.6 |
5.2 |
2.9 |
7.5 |
1.06 |
2.2 |
|
|
3 |
4.9 |
5.7 |
6.7 |
3.6 |
||||
|
4 |
6.1 |
6.9 |
8.0 |
4.3 |
12.5 |
1.11 |
3.9 |
|
|
5 |
7.3 |
8.0 |
9.2 |
5.0 |
||||
|
6 |
8.1 |
8.9 |
10.3 |
5.7 |
17.5 |
1.17 |
5.6 |
|
|
7 |
8.9 |
9.7 |
11.1 |
6.5 |
В
Перемещение объекта в приблизительное или неопределенное местоположение. |
|||
|
8 |
9.7 |
10.6 |
11.8 |
7.2 |
22.5 |
1.22 |
7.4 |
|
|
9 |
10.5 |
11,5 |
12.7 |
7.9 |
||||
|
10 |
11.3 |
12.2 |
13.5 |
8.6 |
27.5 |
1.28 |
9.1 |
|
|
12 |
12.9 |
13.4 |
15.2 |
10.0 |
||||
|
14 |
14.4 |
14.6 |
16.9 |
11.4 |
32.5 |
1.33 |
10.8 |
|
|
16 |
16.0 |
15.8 |
18.7 |
12.8 |
||||
|
18 |
17.6 |
17.0 |
20.4 |
14.2 |
37.5 |
1.39 |
12.5 |
|
|
20 |
19.2 |
18.2 |
22.1 |
15.6 |
С
Перемещение объекта в точное местоположение. |
|||
|
22 |
20.8 |
19.4 |
23.8 |
17.0 |
42.5 |
1.44 |
14.3 |
|
|
24 |
22.4 |
20.6 |
25.5 |
18.4 |
||||
|
26 |
24.0 |
21.8 |
27.3 |
19.8 |
47.5 |
1.50 |
16.0 |
|
|
28 |
25.5 |
23.1 |
29.0 |
21.2 |
||||
|
30 |
27.1 |
24.3 |
30.7 |
22.7 |
|
|
|
|
|
Свыше |
0.8 |
0.6 |
0.85 |
|
TMU на
дюйм через |
|||
Предопределенный подход к данным обладает некоторыми
преимуществами перед другими подходами, которые мы обсудили ранее. Первое,
стандарты могут быть установлены для новых заданий прежде, чем продукция
начинает производиться, что не может быть сделано с применением метода изучения
времени. Второе, новые методы работы могут быть сравнены без проведения замеров
времени. Третье, обеспечена большая степень последовательности в установке норм
времени, потому что уменьшены источники ошибки в изучениях времени. Наконец,
этот подход уменьшает проблему смещенной оценки, так как оценки индивидуального
темпа работы не используются при расчете нормы.
Предопределенный подход данных также имеет и свои
недостатки. Работа должна быть декомпозирована на микродвижения,
что делает этот метод непрактичным для процессо-ориентированных
фирм с низкой степенью воспроизводимости продукции.
Кроме того, выборка рабочих, использованных для вычисления предопределенных
данных, может не соответствовать рабочим на конкретном предприятии. Далее,
изменения времени выполнения работы могут привести к сложной структуре массива
коэффициентов. Например, время должно изменяться, если объект может менять свою
форму, но диаграммы MTM-1 не распознают этот фактор. Также, метод предполагает,
что времена, связанные с микродвижениями, могут быть
просто просуммированы, чтобы получить полное время выполнения задания. Это
предположение игнорирует возможность, что фактическое время может зависеть от
определенной последовательности движений. Наконец, есть опасность, что
подход будет неправильно использоваться. Хотя подход кажется легким в
использовании, требуется значительное обучение и опыт для идентификации всех микродвижений и связанных с ними факторов.
Метод образцов работы.
Метод образцов работы использует оценку времени, потраченного людьми и
машинами на действия, основанные на большом количестве наблюдений. Эти действия
могут означать создание изделия или оказание услуги, заполнение документов,
ожидание команд, ожидание обслуживания или простой. Основное предположение
заключается в том, что время, в течение которого деятельность наблюдается в
выборке, пропорционально времени, потраченному на деятельность в целом. Данные
для вводимой работы также могут использоваться, чтобы оценить, насколько
эффективно применяемое оборудование или привлеченные рабочие; какие
корректировки в нормах выработки должны были сделаны для их использования
совместно с другими методами измерения работы; определить содержание задания;
помочь оценить стоимость заданий или действий.
Процедура выбора образцов работ. Данная процедура состоит из следующих шагов:
· Определение действия;
· Определение формы
наблюдения;
· Определение длительности
изучения;
· Определение начального
размера выборки;
· Выбор случайных времен
наблюдения с использованием таблицы случайных чисел;
· Определение графика
наблюдений;
· Наблюдение действия и
запись данных;
· Принятие решения о
необходимости дополнительной выборки.
Изучение образцов работ должно быть проведено в
течение времени, которое является репрезентативным для нормальных условий
работы, в которых каждая деятельность происходит репрезентативное число раз.
Например, если деятельность происходит только один раз в неделю, изучение
должно охватить несколько месяцев. Однако если деятельность происходит
непрерывно в течение недели и из недели в неделю и в течение года, изучением
можно охватить только несколько недель.
Размер выборки. Цель
определения размера выборки работ состоит в том, чтобы получить оценку доли
времени, потраченного на специфическую деятельность, которая не отличается от
истинной доли больше чем на указанную ошибку. То есть аналитик хочет получить
выборку, вычислить типовую долю выборки p и
указать, что следующий интервал содержит истинную пропорцию с заданной степенью
точности:
![]()
где
![]() = доля выборки (количество наблюдений, разделенных на размер
выборки);
= доля выборки (количество наблюдений, разделенных на размер
выборки);
e =
максимальная ошибка вычислений.
Размер выборки определяет степень точности выборки
работы для любого желаемого уровня статистического доверия. Изучение образцов
работ включает оценку пропорций, так что распределение выборки является
биноминальным распределением. Однако для этого подхода требуются большие
размеры выборки, поэтому может использоваться нормальная аппроксимация
биноминального распределения, чтобы определить соответствующий размер выборки.
Рисунок 40 по следующей странице показывает доверительный интервал для изучения
работы. Максимальная ошибка может быть вычислена как:
где n = размер выборки
z =
количество среднеквадратичных отклонений, соответствующее желаемому уровню
доверия.
Поскольку n находится
в знаменателе уравнения, при увеличении n
уменьшается максимальная ошибка. Чтобы определить надлежащий размер выборки для
заданной ошибки, аналитик использует формулу для e,
вычисляя значение n:
Рис. 40. Доверительный интервал для изучения образцов
работ
Первоначально аналитику,
вероятно, придется сделать разумное предположение о доле времени, которое
требуется для осуществления деятельности, используя формулу для определения n, а затем вычислить оценку доли выборки. Новая доля
выборки может использоваться в формуле для n, чтобы определить, требуется ли
использование дополнительной выборки.
Расписание проведения исследования выборки. Время дня,
когда аналитик собирает данные по выборке в период проведения исследования,
должно выбираться наугад. Этот подход уменьшает смещение в данных. Например,
если служащие знают, что за ними будут наблюдать каждый день в 14:30, то
некоторые из них могут изменить свое поведение. Если это случается, данные не
будут представлять фактическую работу. После определения времени наблюдения
аналитик может разработать график для наблюдателя.
Полная оценка исследования на основе выборки. Выборочный метод работы часто используется для оценки
доли времени, которое люди или машины тратят на специфические действия, потому
что это дает некоторые преимущества перед другими подходами. Никакое
специальное обучение не требуется для наблюдателей, нет необходимости в
секундомерах, несколько обследований могут проводиться одновременно. Кроме
того, рабочие сами часто предпочитают этот метод измерения работы, потому что
он обычно направлен на действия групп, а не личностей.
Главный недостаток данного
метода заключается в большом количестве кратковременных наблюдений, требуемых
для обеспечения разумной степени точности оценки. В отличие от других
рассмотренных подходов, этот метод обычно не используется для того, чтобы
установить стандарты для повторяющихся, четко определенных заданий.
Организаторский
аспект измерения работ.
В свете новых философий
управления и технологий, менеджеры должны пересмотреть методы измерения работы,
которые использовались со дней Фредерика Тэйлора. В частности, менеджеры должны рассмотреть
применение TQM и увеличения степени
автоматизации.
TQM. Такие программы, как общее управление качеством (TQM – Total Quality Management) и непрерывное усовершенствование, изменяют входные
параметры работы для улучшения операции. Традиционные методы измерения работы
кажутся репрессивными и не соответствующими TQM или непрерывному усовершенствованию. Однако
традиционные методы измерения работы могут использоваться в духе непрерывного усовершенствования, как
это делается на заводах GM-Toyota NUMMI. Служащие должны быть обучены использованию этих
методов, которые применяются ради создания усовершенствований и снижения
затрат.
Увеличение
степени автоматизации. Когда
фирма увеличивает степень автоматизации, ее методы измерения работы также
должны измениться. Потребность в использовании традиционных методов измерения
работы при разработке норм выработки для автоматизированных операций
уменьшается, потому что для большого количества управляемых компьютером машин
можно без проблем собрать данные об операциях. Следовательно, нормы выработки
для машин могут быть установлены без необходимости определения выборки времен
обработки. Приложение методов, рассмотренных в этой главе, может тогда
сосредоточиться на менее распространенных действиях, которые в значительной
степени управляются в зависимости от темпа рабочих.
Резюме.
Некоторые организации
преобразуют свою структуру из вертикальной в
горизонтальную. Горизонтальная структура имеет небольшое число уровней (плоскую
схему организации) и создается вокруг потребителей и процессов, а не по
функциональному признаку. Проектами управляют межфункциональные
команды. Функциональные границы, усложняющие процесс решения проблем,
устраняются. Горизонтальная организация дает конкурентное преимущество, если
для организации важна скорость развития, высокое качество или настройка на
требования потребителя.
Научный менеджмент является
инженерным подходом к проектированию работ. Метод сосредоточен на выборе
оптимальной позиции рабочего, наилучших маршрутах перемещения заготовок,
количестве повторных операций, не вызывающем утомления. Этот подход часто ведет
к специализации работ и вертикальной организации. Новые подходы к
проектированию работ рассматривают как технические, так и социальные требования
к работе, с упором на групповую работу вместо
индивидуальной.
Результаты измерения работ
полезны для сравнения альтернативных вариантов организации работ, составлении
графика, планировании мощности, установлении цен и затрат, определении
производительности и составлении планов развития.
Самым общим методом
установки норм времени является метод измерения времени. После разделения
работы на набор элементарных работ, аналитик замеряет время, затрачиваемое
тренированным рабочим, использующим определенный способ работы для выполнения
заданного количества циклов операций.
Подход на базе норм для
элементарных работ основывается на нормировании элементарных работ и суммировании
этих норм для получения нормы работы в целом. Нормы для элементарных работ
хранятся в базе данных.
Подход на основе
предварительного задания разделяет каждую элементарную работу на серию микродвижений. Аналитик с помощью значений, хранящихся в
базе данных, вычисляет норму работы в целом.
Метод образцов работы в
основном используется для расчета доли времени, затрачиваемой на определенную
деятельность в производственном процессе. Хотя при этом требуется проведение
большого количества случайных наблюдений, но сами наблюдения не требуют высокой
квалификации исследователя.
Тема
9. Менеджмент производственных мощностей
Цели обучения:
В данном блоке
рассматривается способы планирования производственных мощностей.
В результате изучения данного блока слушатель будет:
· и производственные мощности;
· определять узкие места производственного процесса;
· учитывать эффект масштаба производства;
· оценивать необходимость и возможность специализированного
производства;
· применять стратегии выбора производственной мощности;
· учитывать связь производственной мощности и других
принимаемых решений;
· применять систематический подход к выбору
производственной мощности.
Содержание темы
1.
Введение.
2.
Планирование производственных мощностей.
3.
Систематический подход к выбору производственной мощности.
4.
Резюме.
Введение.
После принятого решения о
том, какие изделия или услуги нужно предлагать и по какой технологии они должны
быть произведены, менеджер должен спланировать производственные мощности
системы. Производственная мощность – максимально возможный объем выпуска
продукции. Она может определяться как для отдельного автоматизированного
рабочего места, так и для организации в целом. Операционный менеджер должен
обеспечить такие производственные мощности, чтобы удовлетворить текущий и
будущий спрос на продукцию, в противном случае организация упустит возможность
роста и получения прибыли.
Планирование
производственных мощностей делается на двух уровнях. Долгосрочное
планирование, которые описывается в этом разделе, имеет дело с вложениями
средств в новые производственные мощности и оборудование. Эти планы
рассчитаны самое меньшее на два года, а в таких областях, как строительство – и
на более длительные периоды. В настоящее время американские фирмы вкладывают
около 617 миллиардов долларов ежегодно в новые заводы и оборудование. Такие
значительные инвестиции требуют участия высшего руководства и тщательного
обоснования, потому что их потом очень трудно изменить. Краткосрочное
планирование сосредотачивается на рабочей силе, сверхплановых бюджетах,
материальных запасах и принимаемых решениях.
Вопрос 1. Планирование
производственных мощностей.
Планирование
производственных мощностей очень важно в достижении долгосрочного успеха
организации. Как показывает опыт, слишком большие производственные мощности
могут быть не менее вредны, чем слишком маленькие. При выборе стратегии
производственных мощностей, менеджеры должны рассмотреть вопросы следующего
типа: «Мы должны иметь одну большую производственную мощность или несколько
маленьких?», «Мы должны расширить производственные мощности прежде, чем
возникнет дополнительный спрос или ждать, пока он не появиться?». Чтобы
ответить на эти и подобные вопросы, необходим систематический подход и развитие
стратегии производственных мощностей, соответствующей каждой конкретной
ситуации.
Измерение производственных
мощностей.
Никакая единственная мера
производственных мощностей не применима ко всем типам ситуаций. Больницы
измеряют производственные мощности числом пациентов, обратившихся в них за
день; розничный торговец измеряет производственные мощности, как ежегодный
объем продаж в долларах на квадратный фут площади; авиалиния измеряет
производственные мощности, как число человек-миль в месяц; театр измеряет
производственные мощности числом мест; цех измеряет производственные мощности
числом машино-часов. Вообще говоря, производственные мощности
могут быть измерены одним из двух способов: объемом выпускаемой продукция или
объемом используемых исходных материалов.
Измерение производственных
мощностей объемом выпуска продукции - обычный выбор фирм, использующих продукто-ориентированную стратегию. Компания по
производству автомобилей Nissan имеет
производственные мощности на заводе штата Теннесси в
объеме 450,000 автомобилей ежегодно. Этот завод производит только один тип
автомобиля, что делает несложным вычисление его производственной мощности.
Однако многие организации производят более чем одно изделие или услугу.
Например, ресторан за час может обслужить 100 клиентов едой на вынос или
50 клиентов едой за столиками. Могут быть и промежуточные варианты – 50
клиентов первого типа и 25 клиентов второго типа или много
других комбинаций из двух типов клиентов. Чем больше ориентации на потребителя
и вариантов сочетания продукции, тем менее полезно измерение производственных
мощностей объемом выпускаемой продукции. Лучше всего его использовать, когда
фирма выпускает относительно небольшое число стандартизированных изделий и
услуг.
Измерение производственных
мощностей объемом используемых ресурсов - обычный выбор фирм, использующих процессо-ориентированную стратегию. Например, в магазине
фотокопий производственная мощность может быть измерена в машино-часах или
числе машин. Так же, как выпуск нескольких видов изделий усложняет измерение
производственных мощностей, он усложняет и измерение объема используемых
ресурсов. Спрос, выраженный в терминах выработки, должен быть преобразован к
измерению объема используемых ресурсов. Только после такого преобразования
менеджер может сравнивать спрос и производственную мощность в эквивалентных
единицах. Например, менеджер центра фотокопий должен преобразовать ежегодный
спрос на копии от различных клиентов к числу требуемых копировальных машин.
Уровень
использования. Планирование
производственных мощностей требует знания текущей производственной мощности и
уровня ее использования. Уровень использования оборудования, рабочего места или
рабочей силы выражается в процентах:
Уровень использования =(средний выход
продукции)/(производственная мощность)*100%
Средний выход продукции и производственная
мощность должна быть измерены в одних единицах - времени, клиентах, штуках или
долларах. Уровень использования показывает потребность в дополнительной или
устранения ненужной производственной мощности. Самая большая трудность в его
вычислении - в определении максимальной производственной мощности, знаменателя
в дроби. Полезны два определения максимальной производственной мощности:
проектная и реальная производственная мощность.
Проектная
производственная мощность. Иногда
называемая пиковой производственной мощностью, проектная производственная
мощность - максимальная производительность, которую процесс или цех может
достигать при идеальных условиях. Когда производственная мощность измерена
относительно одного типа оборудования, эта мера - номинальная производственная
мощность: техническая оценка максимального ежегодного выпуска при непрерывном
производстве за исключением времени планового обслуживания и ремонта. Проектная
производственная мощность может поддерживаться только короткое время - нескольких
часов в день или нескольких дней в месяц. Фирма достигает этого, используя экстраординарные меры, типа
введения сверхурочного времени, дополнительных смен, временного прекращения
операций обслуживания или на время заключение субподрядного договора. Хотя этот
режим может помогать при нехватке времени, этот выбор не может поддерживаться
длительное время. Служащие не хотят работать в сверхурочное время в течение
длительного периода, а введение сверхурочного времени и премий ночной смене
стоит достаточно дорого.
Реальная
производственная мощность.
Максимальная производственная мощность, которую процесс или фирма может
выдержать при нормальных условиях - реальная производственная мощность. В
некоторых организациях реальная производственная мощность подразумевает работу
в одну смену; в других - в три смены. По этой причине, Бюро Переписи (Census Bureau) в обзорах
определяет производственную мощность как самый большой уровень производства,
который фирма может выдержать при разумном использовании реалистических
календарных планов работы служащих и оборудования в настоящее время и в
конкретном месте.
При работе, близкой к
проектной производственной мощности, фирма может получать минимальную прибыль
или даже терять деньги, несмотря на высокие уровни продаж. Так компания Cummins Engine среагировала
несколько лет назад на неожиданную волну спроса, вызванную падением курса
доллара, выйдя на пиковую
производственную мощность: завод использовал три смены, часто по семь дней в
неделю. Сверхурочное время подскочило и истощило рабочих, потянув вниз
производительность. Производительность пострадала еще и из-за того, что Cummins не смогла вернуть всех квалифицированных рабочих,
временно уволенных во время предыдущего резкого спада. Эти факторы вместе
заставили Cummins сообщить о ежеквартальной потере
6.2 миллионов долларов даже при увеличении объема продаж.
Пример.
При круглосуточной работе и
в идеальных условиях цех изготовления двигателей может выпускать 100 двигателей
в день. Менеджер полагает, что максимальная норма выработки только по 45
двигателей в день может быть удобна на длительный период времени. В настоящее
время цех производит в среднем 50 двигателей в день. Каков уровень
использование цеха относительно проектной и
реальной производственной мощности?
Решение:
Вычислим значение двух
вариантов уровня использования:
Средняя норма выработки
(проектная) = (50/100)*100% = 50%
Средняя норма выработки
(реальная) = (50/45)*100% = 111%
Даже при
том, что работа цеха находится в пределах половины проектной производственной
мощности, она - вне нормы реальной выработки. Этот режим работы может
поддерживаться только с помощью значительного сверхурочного времени.
Увеличение
максимальной производственной мощности. Большинство производств имеет разнотипные операции и часто их
реальные возможности не идентичны. Узкое место - операция, которая имеет самую низкую реальную производственную мощность
и таким образом ограничивает производительность системы. Рис. 41(a), показывает цех, где операция 2 - узкое место, которое
ограничивает выпуск продукции до 50 штук в час. Фактически цех может
производить продукцию только со скоростью самой медленной операции.

Рис. 41. Узкие места на оборудовании с тремя
операциями
Рис. 41(b),
показывает цех, возможности которого совершенно сбалансированы, делая каждую
операцию узким местом. Истинное расширение производственной мощности цеха
происходит только тогда, когда увеличивается производственная мощность узкого
места. На рис. 41(a) добавка производственной
мощности в операцию 2 (а не 1 или 3) увеличит производственной мощности системы
в целом. Однако, когда операция 2 достигнет
производственной мощности 200 единиц в час, как на рис. 41 (b),
все три действия должны быть расширены одновременно, чтобы еще больше увеличить
производственную мощность.
Если производство процессо-ориентированное, то оно уже не может быть
представлено простыми потоками, как на рис. 41. Операции могут одновременно
выполняться над многими различными изделиями, а спрос на любую операцию может
значительно изменяться от одного дня к другому. Узкие места все еще можно
выделить, вычисляя среднее использование
каждой операции. Однако изменчивость в рабочей нагрузке также создает плавающие
узкие места. На одной неделе узким местом может быть операция 1, а в следующую неделю ограничением может стать
операция 3. Это усложняет ежедневное планирование. В такой ситуации менеджеры
предпочитают более низкие уровни использования оборудования, которые позволяют
поглощать неожиданные волны в спросе.
Эффект масштаба производства.
Исторически организации
использовали концепцию, известную как эффект масштаба производства, которая
утверждает, что средняя себестоимость единицы продукции или услуги сокращается
при увеличении объема производства продукции. Это происходит по следующим
причинам: фиксированные затраты распределяются на большее количество единиц,
сокращаются удельные затраты на производственную инфраструктуру; сокращаются
затраты на закупку материалов, полнее используются преимущества процессо-ориентированного
подхода.
Распределенение фиксированных затрат. Некоторые затраты не изменяются при изменениях в
объемах производства. Эти фиксированные затраты включают затраты на отопление,
проценты за кредит и заработную плату менеджеров, амортизацию имеющихся зданий
и оборудования. При увеличении объемов производства средняя себестоимость
единицы продукции снижается, так как фиксированные затраты распределяются на
большее количество единиц. Поскольку прирост мощности часто тоже довольно
большой, фирма первоначально имеет большую мощность, чем ее потребности. Однако
при увеличении спроса в следующие годы можно будет обойтись без дополнительных
фиксированных затрат.
Сокращение
удельных затрат на производственную инфраструктуру. При создании предприятия возникают такие расходы, как
плата за аренду зданий и оборудования и плата за проектные работы. Увеличение
этих расходов не пропорционально росту
площадей и размеров предприятия. Удвоение размера предприятия обычно не требует
удвоения стоимости монтажных работ. Стоимость работ по монтажу оборудования или
созданию вспомогательного производства часто увеличивается в зависимости от
площади. Например, затраты на сталь при строительстве нефтяного танкера
увеличиваются медленнее, чем вместимость танкера. За счет роста производства
выгоду из экономии извлекают в основном отрасли промышленности типа
пивоваренных предприятий и нефтяных очистительных заводов.
Сокращение
затрат на закупаемые материалы.
Более высокие объемы производства могут уменьшать затраты на закупаемые
материалы и услуги. Они дают покупателю лучшую позицию при заключении сделки и
возможность воспользоваться преимуществом оптовых скидок. Розничные торговцы
имеют существенную экономию за счет эффекта масштаба производства, потому что
продают огромные объемы каждого изделия на национальном и международном рынке.
Производители, которые полагаются на обширную сеть поставщиков (например, Toyota или Kraft General Foods) также могут
покупать исходные материалы дешевле из-за количества, которое они заказывают. В
производстве персональных компьютеров (PC) большие фирмы могут получать скидки
при больших заказах на комплектующие, которые составляют до 80 процентов от
общей стоимости PC. Так только за счет низких цен на комплектующие Compaq может продавать свою базовую модель на 100 долларов
дешевле, чем это делают мелкие фирмы, производящие от 200 до 500 PC в месяц.
Мелкие производители вытесняются из бизнеса PC.
Использование
преимуществ процесса. Большой объем производства обеспечивает много
возможностей для сокращения стоимости. При более высокой норме выработки
процесс перемещается к продукто-ориентированной
стратегии, с привязкой ресурсов к конкретным типам изделий. Фирмы могут
оправдать расходы на более эффективные технологии или более специализированное
оборудование. Выгоды от привязки ресурсов к конкретным типам изделий или услуг
могут включать снижение запасов, улучшение проектирования процесса, сокращение
числа перенастроек оборудования. Например, высокие объемы производства
позволяют James River Corporation, изготовителю бумаги, достигать большей
эффективности, чем у изготовителей, производящих широкий ассортимент изделий в
маленьких объемах, потому что завод может настроить оборудование на один сорт
бумаги и не должен делать много перенастроек на различные сорта.
Экономия за счет роста
производства складывается от всех четырех перечисленных источников: сокращения
фиксированных затрат, сокращения стоимости монтажных работ, сокращения затрат
на покупку исходных материалов и использования преимуществ процесса.
Потери от увеличения масштаба
производства.
Концепция экономии за счет
роста производства достаточно эффективна, но на некотором уровне ее
применения производственные мощности
становятся настолько большими, что появляются потери, и средняя стоимость
единицы изделия также начинает расти. Причина заключается в том, что чрезмерный
объем производства может увеличить его сложность, потерю приоритетов и
неэффективность, которые поднимают среднюю себестоимость единицы изделия или
услуги. Появляется слишком много бюрократических уровней и менеджеры теряют
контакт со служащими и клиентами. Организация становится менее мобильной и
теряет гибкость реагирования на изменения спроса. Многие большие компании
настолько увлекаются анализом и планированием, что перестают вводить новшества
и начинают избегать рисков. В результате очень часто маленькие компании
выигрывают у гигантов во многих отраслях промышленности.
Рис. 42 иллюстрирует
переход от экономии за счет роста производства к потерям. Больница на 500 коек
дает экономию за счет роста производства, потому что средняя себестоимость
обслуживания в лучшем режиме работы, представленном синей точкой, меньше чем у
больницы с 250 койками. Однако дальнейшее расширение больницы до 750 коек ведет
к нарастанию потерь. Одна из причин того, что больница на 500 коек имеет экономию
за счет роста производства больше, чем больница на 250 коек заключается в том,
что плата за аренду здания и оборудования практически в два раза меньше, чем у
меньшей больницы. Более высокую среднюю себестоимость услуг при увеличении
числа коек до 750 можно объяснять только отрицательными последствиями
увеличения масштаба обслуживания, которые съедают даваемую ими экономию.
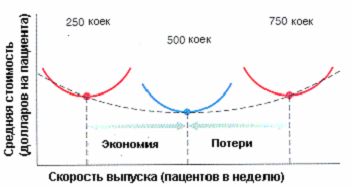
Рис. 42. Экономия и потери при увеличении масштаба
производства
Экономия за счет роста
производства зависит от типа производства. Для отраслей металлообработки
верхний предел числа служащих - около 300. Например, Dana
Corporation, поставщик стали (с 5-миллиардным
оборотом) для автомобилестроения в США, Европу и Японию, имеют верхнюю планку в
200 служащих на большинстве из своих 120 заводов. Когда производство становится
слишком большим, фирма просто делит его на две отдельные части. Для отраслей
промышленности типа производства транспортного оборудования или электроники,
где экономия за счет роста производства особенно сильна, используют пределы
порядка 6000 служащих. Реальный уровень таких пределов определяется анализом
динамики роста эффективности при изменении объемов производства.
Специализированное производство.
До начала 1970х многие
фирмы охотно шли на дополнительные сложности, которые возникают при увеличении
масштаба производства. Характер конкуренции изменился в течение 1970-ых:
большой масштаб производства уже не гарантировал конкурентного преимущества.
Важность уровня качества и гибкости, быстрые технологическое изменения,
сокращающие жизненный цикл изделий, а также спрос на настроенные на потребителя
изделия сделал невозможным сохранение высоких объемов производства. Многие
компании начали переоценивать эффективность больших производственных мощностей
и создавать специализированное производство, разделяя большие заводы на
несколько специализированных производств. Идея этого подхода состоит в том, что
сужение ассортимента выпускаемой продукции приводит к улучшению ее выпуска, так
как операционный менеджер может концентрироваться на меньшем количестве задач и
вести рабочих к единственной цели. General Electric Aircraft Engine Group сначала
сконцентрировал производство в двух больших комплексах, но теперь разделил его
на восемь меньших заводов-спутников. Hewlett-Packard,
S. C. Johnson and Sons, A&T, Japan's Ricoh, Mitsubishi Elegtric, Nippon Telephone & Telegraph, и Britain's Imperial Chemical Industries PLC – это
примеры фирм, которые переориентировали производство на меньшие заводы и
специализировали операции. В некоторых ситуациях завод, который раньше
производил все компоненты и собирал конечный продукт, может быть разделен на
завод, производящий компоненты и сборочный завод, так, чтобы на каждом из них
можно было сосредотачиваться на собственной индивидуальной технологии процесса
производства.
Даже в пределах одного
большого производства специализация может быть достигнута созданием заводов
внутри завода (PWP - Plants Within
Plants), или отдельных операций с индивидуальными
конкурентными приоритетами, технологией и рабочей силой под одной крышей.
Границы для PWP могут быть установлены путем
физического отделения структурной единицы или просто пересмотром организационных отношений.
Преимущества PWP - меньшее количество уровней управления, большая возможность
возложить решение проблем на бригады, более короткая связь между отделами.
В обслуживающих отраслях
также применяют специализацию производства. Специализированные фирмы розничной
торговли открывают небольшие магазины. Эти специализированные магазины
прибыльнее больших универмагов, построенных в 1980-ых годах. Используя ту же
самую философию, некоторые универмаги специализируются на определенных клиентах
или изделиях. Большие универмаги перепланируют большие здания, чтобы создать
много маленьких магазинов под одной крышей. В транспортной промышленности фирма
Roadway Services – гигант с
оборотом в 3.7 миллиардов долларов - создает компании в пределах фирмы, организовав новое подразделение Global Air, специализированное на
международном бизнесе доставки пакетов. Многое из успеха Southwest
Airlines связано с ее способностью сохранить образ
небольшой, эффективно действующей компании, даже при сегодняшнем обороте в 1.7
миллиардов долларов. Небольшой размер часто означает более гибкую организацию,
которая особенно хорошо конкурирует на основе короткого времени принятия
решений.
Стратегии выбора производственной
мощности.
Операционные менеджеры
должны исследовать три измерения стратегии выбора производственной мощности
перед принятием соответствующих решений: выбор размера запаса производственной
мощности, выбор времени и размера расширения и связывание решений по
производственной мощности с другими принимаемыми решениями.
Выбор размера
запаса производственной мощности.
Средний уровень использования производственной мощности не должен подходить
слишком близко к 100 процентам. Когда возникает такая ситуация - это сигнал о
необходимости увеличения производственной мощности или уменьшения объемов
принимаемых заказов. Запас производственной мощности - количество
дополнительной производственной мощности, которую фирма сохраняет, чтобы
справиться с внезапными увеличениями в спросе или временными потерями в
производительности; она измеряет, насколько средний уровень использования (в
терминах реальной производственной мощности) меньше 100 процентов.
Запас производственной мощности = 100 %
- уровень использования (%)
С 1948 по 1993 американские
изготовители сохраняли средний запас производственной мощности на уровне 18
процентов, с нижним значением 9 процентов в 1966 и высшим 27 процентов в 1982.
Соответствующий размер запаса определяется спецификой отрасли производства. В
капиталоемкой бумажной промышленности, где оборудование может стоить сотни
миллионов долларов, средний размер запаса производственной мощности - около 10
процентов. Предприятия коммунального электроснабжения также капиталоемкие, но
устанавливают размер запаса производственной мощности от 15 до 20 процентов,
чтобы избежать возможных перегрузок и потери клиентов.
В бизнесе используют
большие запасы производственной мощности, когда спрос подвержен значительным
изменениям. В некоторых отраслях обслуживания (например, в бакалее), спрос в
некоторые дни недели значительно выше, чем в другие дни, даже имеются модели
почасового изменения спроса. Длительное время ожидания для клиента не
приемлемо, потому что клиенты не выносят, если они должны ждать в очереди на
оплату в универсаме больше нескольких минут. Учет специфики поведения клиентов
требует, чтобы универсамы сохраняли достаточно большой запас производственной
мощности, чтобы справиться с пиковым спросом.
Большие запасы
производственной мощности также необходимы, когда будущий спрос точно не
определен, особенно, если низка гибкость ресурсов. Один большой банк
использовал компьютер в течение шести месяцев при средней загрузке процессора
(CPU) 77 процентов во время пикового спроса. Менеджеры полагали, что запас
производственной мощности был более чем достаточен и отвергали предложения об
увеличении мощности компьютера. Однако, в течение следующих шести месяцев
средняя загрузка CPU во время пиков неожиданно поднялась до 83 процентов,
существенно снизив уровень обслуживания клиентов. Запас производственной
мощности в 17 процентов оказалась слишком маленьким, чтобы поддерживать
обслуживание клиентов банка на достаточно высоком уровне.
Другой тип неуверенности в
спросе происходит из-за изменений в сочетании видов изделий. Хотя общий спрос
может остаться устойчивым, центр тяжести может перемещаться от одних сочетаний
к другим. В компании American Airlines
неуверенность в сочетании видов сервиса - внутренних и международных рейсов –
привела к неправильной оценке количества необходимых широкофюзеляжных самолетов
международного класса. Точно так же автомобильная промышленность в 1994 году
стояла перед необходимостью перехода от автомобилей среднего класса к пикапам,
когда изменились предпочтения потребителя. Сильная настройка на требования
потребителя также ведет к неопределенности. Пример - система муниципального
суда, где необходимость во вместимости зала изменяется в зависимости от характера
рассматриваемого дела. Варианты изменяются от недели к неделе и ежемесячно.
Неуверенность в
своевременности поставок также приводит к необходимости использования больших
запасов производственной мощности. Производственную мощность часто можно
наращивать только большими фрагментами, и необходимость ее расширения на
минимальный уровень может создать большой запас производственной мощности.
Например, новая машина гамма-сканирования,
применяемая для диагностики мозговых опухолей и травм, используется только для
нескольких видов опухолей. Больницы, покупающие эту машину, могут обнаружить
слишком большую производственную мощность для их потребностей. Большинство из
16 таких машин, в настоящее время принадлежащих американским больницам,
работает всего два дня в неделю.
Фирмы также должны иметь
избыточную производственную мощность оборудования, чтобы учесть прогулы
служащих, каникулы, отпуска и любые другие задержки. Высокий уровень затрат на
оплату сверхурочных работ и дополнительные субподрядные договора могут создавать
потребность в дальнейших увеличениях размера запаса производственной мощности.
Аргумент в пользу маленьких
запасов производственной мощности достаточно прост: замороженные деньги, не
участвующие в производстве. Для капиталоемких фирм минимизация запаса
производственной мощности жизненно важна. Начиная с середины 1970-ых, авиалинии
расширили производственную мощность приблизительно на 20 процентов, увеличив
количество мест в пределах тех же размеров самолетов.
Исследования показывают, что производство с высокой капиталоемкостью дает
низкие доходы при большом запасе производственной мощности. Однако такой
сильной зависимости не существует для трудоемких фирм. Их дивиденды достаточно
стабильны, потому что более низкий вклад в оборудование делает полноту его
использования менее критичной. Маленькие запасы производственной мощности имеют
и другие преимущества - они показывают неэффективность, которая может быть
замаскирована излишками производственной мощности, например – проблемы с
прогулами или ненадежными поставщиками. Как только менеджеры и рабочие могут
идентифицировать такие проблемы, они часто могут найти и способы исправить их.
Выбор времени
и размера расширения. Вторая
проблема стратегии производственной мощности состоит в том, чтобы определить, когда
и на сколько ее расширять. Рис. 43 показывает две
крайние стратегии: экспансионистская стратегия, которая добавляет
производственную мощность большими, но редкими порциями, и стратегия wait-and-see («ждать-и-смотреть»
или «поживем-увидим»), которая делает эти добавки меньшими порциями, но более
часто. Обратите внимание, что в первом случае производственная мощность
наращивается заблаговременно (когда заканчивается ее запас), а во втором случае
– тогда, когда ее дефицит достигнет определенного порога.
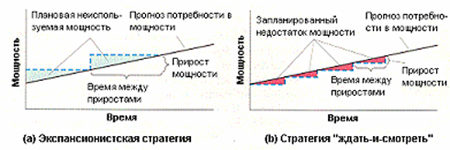
Рис. 43. Две стратегии планирования мощности
Во время промышленного
кризиса в 1987 – 1988 годах, фирма The Limited выбрала экспансионистскую стратегию, настойчиво открывая новые фирменные магазины
и расширяя существующие. В результате фирма стала одним из самых больших
продавцов верхней одежды, имея магазины в сотнях торговых центров. В торговом
центре города Columbus (штат Огайо), она занимает
площадь в 125,000 квадратных футов, или 25 процентов от общей площади центра. К
1990 году активы The Limited
выросли на 27 процентов, до 3419 магазинов, а объем продаж - на 68 процентов -
до 5.2 миллиардов долларов. Однако лучшая для фирмы стратегия может измениться
через какое-то время. Так American Airlines следовали экспансионистской стратегии в 1980-ых,
настойчиво увеличивая заграничные маршруты. После нескольких спадов, включая
недостаток надлежащего оборудования и повышения цен на топливо из-за войны в Персидском заливе,
фирма выбрала менее опасную стратегию wait-and-see.
Выбор времени и размера
расширения связаны между собой. Если увеличивается спрос и время между
приращениями производственной мощности, размер приращений также должен расти.
Экспансионистская стратегия, которая идет впереди спроса, минимизирует потери в
продажах из-за недостаточной производственной мощности. Wait-and-see
стратегия следует за спросом, полагаясь на краткосрочные варианты типа
использования сверхурочного времени, временных рабочих, субподрядчиков, внешние
склады и отсрочки в профилактике оборудования, чтобы компенсировать любые
нехватки. Однако эти варианты имеют свои недостатки. Например, сверхурочное
время требует полуторной оплаты для
некоторых служащих и может привести к более низкой производительности или
качеству в течение сверхурочных часов; соглашения с профсоюзами могут даже
ограничивать количество допустимого сверхурочного времени.
Несколько доводов можно
высказать за экспансионистскую стратегию. Расширение может дать экономию за
счет масштаба производства и помочь фирме уменьшить затраты и конкурировать на
цене. Эта стратегия могла бы увеличивать долю фирмы на рынке или действовать
как форма превентивного маркетинга. Производя большое расширение
производственной мощности, или объявляя об его неизбежности, фирма
предупреждает другие фирмы от аналогичных действий.
Консервативная wait-and-see стратегия состоит в том, чтобы расшириться с
меньшими затратами, например, ремонтируя
существующие производственные мощности, а не создавая новых.
Так как стратегия wait-and-see следует за спросом,
это уменьшает риск перепроизводства, основанного на чрезмерно оптимистических
прогнозах спроса, устаревшей технологии или неточных предположениях
относительно конкуренции. Однако, эта стратегия имеет
другие риски, например – быть обойденным конкурентами, применяющими
превентивный маркетинг или неспособностью отреагировать на неожиданно высокий
спрос. Wait-and-see стратегия критикуется как
краткосрочная стратегия, типичная для некоторых американских стилей управления.
Менеджеры на пути к быстрому общему продвижению хотят меньше рисковать. Они
зарабатывают продвижение по службе, избегая больших ошибок и максимизируя краткосрочную прибыль и дивиденды. Wait-and-see стратегия удовлетворяет этой краткосрочной
перспективе, но может разрушить долю на рынке на длительном отрезке времени.
Руководство может выбирать
одну из этих двух стратегий или любой из множества промежуточных вариантов. Со
стратегиями умеренной середины фирмы могут расширяться более часто (меньшими
объемами) чем с экспансионистской стратегией, но не всегда отставать от спроса,
как это происходит с wait-and-see стратегией.
Стратегия из этой середины - follow-the-leader
(«следовать за лидером»), то есть, расширяя производство тогда, когда это
делают другие. Если остальные действуют таким же образом, то никто не получает
конкурентного преимущества. Если же лидеры делают ошибку и допускают
перепроизводство, то отрицательные последствия придется ликвидировать всем
вместе.
Связь
производственной мощности и других принимаемых решений. Решения о расширении производственной мощности
должны быть тесно связаны со стратегиями и операциями во всей организации.
Когда менеджеры принимают решения относительно местоположения, гибкости ресурса
и оборудования, они должны рассмотреть воздействие этого решения на размер
запаса производственной мощности. Этот запас предохраняет организацию от
неопределенности таким же образом, как и гибкость ресурсов и оборудования. Если
система хорошо сбалансирована и сделано изменение в некоторой другой области
принятия решений, то запас производственной мощности тоже может нуждаться в
изменении, чтобы компенсировать это решение. Примеры таких связей с
производственной мощностью:
· Конкурентные приоритеты. Изменения в конкурентных приоритетах, которые
приводят к более быстрым поставкам, требуют, чтобы большой запас производственной
мощности учитывал всплески в спросе, если содержание склада готовых изделий
неосуществимо или неэкономично.
· Менеджмент качества. При повышении уровня качества продукции можно
использовать меньший запас производственной мощности, потому что будет меньше
неуверенности, вызванной потерями в объеме выпуска продукции.
· Капиталоемкость. Инвестиции в новые дорогие технологии делают процесс производства
более капиталоемким, заставляя уменьшать запас производственной мощности, чтобы
получить приемлемые сроки возвращения вложенных средств.
· Гибкость ресурсов. Уменьшение гибкости рабочей силы требует увеличения
запаса производственной мощности для компенсации перегрузки операций, которая
вполне вероятно произойдет при менее
гибкой рабочей силе.
· Оборудование. Уменьшение уверенности в оборудовании при прежней норме выработки
требует увеличения запаса производственной мощности для удовлетворения спроса в
пиковые периоды.
· Планирование. Более устойчивая окружающая среда позволяет иметь меньший запас
производственной мощности, потому что изделия или услуги могут быть
запланированы с большим уровнем надежности.
В качестве примера того,
как производственная мощность и конкурентные приоритеты фирмы связаны между
собой, рассмотрим филиал мощного производителя товаров, который продавал 85
процентов продукции другим отделениям той же компании, сохраняя 15 процентов
для внешних клиентов. Производственная мощность одного из процессов была на
пределе и компания полагала, что расширение производственной мощности привлечет
много новых внешних клиентов. Как это всегда делается, чтобы привлечь новых
клиентов в другой сегмент рынка, филиал должен был изменить конкурентные
приоритеты; этот дешевый поставщик другим отделениям компании должен был
установить более высокий приоритет настройке на требования покупателя и
повышенное качество, требуемое новыми клиентами. Менеджеры филиала высказались
против расширения из-за недостаточного учета связей с другими целями и
задачами.
Опрос менеджеров
производственных фирм иллюстрирует связь между производственной мощностью и
другими решениями. Менеджеров спрашивали, какой из восьми типов процессов (типа
упаковочного, штамповочного и сборочного) используются на их заводах.
Результаты показывают, что менеджеры выбирают специализированное производство (меньшее
количество процессов) при выпуске стандартизированных изделий.
Существенна связь между
решениями о местоположения и производственной мощностью. Фирма, которая
расширяется, должна добавить новые участки производства и находить подходящие
место для них, принимая во внимание, что часть старых мощностей, возможно,
придется устранить. За последнее десятилетие General Motors сократила производственные мощности, закрыв нескольких фабрик, чтобы остановить
большие потери в Североамериканском автомобильном производстве. Фирма стояла
перед жестким выбором между закрытием старых фабрик со сложившейся и
высокопроизводительной рабочей силой и отказом от дорогих современных заводов,
где трудовые отношения были еще не на таком высоком уровне. Однако условия
закрытия производств весьма дорогостоящи, поэтому некоторые заводы, которые
должны были быть закрыты, остались открытыми.
Наконец, из-за связи
решения об изменении производственной мощности с другими функциональными
областями, требуется осторожная интеграция планов. Следует использовать
маркетинг для знания особенностей рыночных сегментов и прогнозирования спроса.
Финансовый анализ необходим, потому что расширение требует существенных
капиталовложений, которые должны быть взяты из чистой прибыли или получены из внешних
источников. Анализ людских ресурсов требуется, потому что изменения
производственной мощности ведут к найму и обучению новых рабочих, и могут также
означать болезненное сокращение производства и падение его объемов. Понимание межфункциональных связей - ключ к взвешенной стратегии
производственной мощности.
Вопрос 2.
Систематический подход к выбору производственной мощности.
Хотя реальные ситуации существенно различны, следующая пошаговая процедура может
помочь менеджерам принимать надежные решения о производственной мощности. Мы
предполагаем, что менеджеры уже выполнили предварительные шаги по определению
существующей производственной мощности.
· Оценить требуемую производственную мощность;
· Вычислить разницу между требуемой и доступной
производственной мощностью;
· Составить варианты планов ликвидации разрыва;
· Оценить каждую альтернативу качественно и
количественно и сделать окончательный выбор.
Шаг 1: Оценка требуемой
производственной мощности.
Основа для оценки
долгосрочных потребностей в производственной мощности - прогнозы спроса,
производительности, конкуренции и долгосрочных технологических изменений. К
сожалению, чем дальше приходится смотреть вперед, тем больше будет случаев
неточного прогноза.
Прогноз спроса должен быть
преобразован к числовому виду, который может быть непосредственно сравнен с
используемой мерой производственной мощности. Предположим, что производственная
мощность выражена как число доступных машин в операции. Когда
только одно изделие (услуга) производится, число требуемых машин (механизмов), М, можно вычислить, как:
М = (D*p)/(N*[1-
(C/100)])
где:
D = прогноз числа штук
(клиентов) за год;
p = время изготовления (в часах на штуку или клиента);
N = общее количество часов
в год, в течение которых используется процесс;
C = желательный запас
производственной мощности.
Если выпускаются несколько
изделий, необходимо дополнительное время для перенастройки оборудования (setup time) с одного
изделия на другое. Общее время перенастройки оборудования находится делением прогноза по штукам D на размер
партии, которая дает число перенастроек в год, и затем умножением на время
перенастройки. Например, при ежегодном спросе 1200 штук и среднем размере
партии 100 получаем 1200/100 = 12 перенастроек ежегодно. Суммируя времена
изготовления и перенастроек, получаем:
M = ([D*p
+ (D/Q)*s]product 1 + [D*p + (D/Q)*s]product
2 + …+ [D*p
+ (D/Q)*s]product n )/(N [l - (C/100)])
где:
Q = число
штук в каждой партии;
s =
время перенастройки оборудования (в часах) на партию.
Обычно результат
округляется до целого, если нет особых причин для краткосрочного планирования.
Пример.
Копировальный центр в
здании офиса готовит доклады для двух клиентов. Центр делает несколько копий
(размер партии) каждого доклада. Время подготовки материала зависит, кроме
прочего, от числа страниц. Центр работает 250 дней в году, в одну восьмичасовую
смену. Менеджеры полагают, что достаточен запас производственной мощности в 15
процентов. Требуется на основании информации из следующей таблицы определить,
сколько копировальных машин необходимо центру:
Таблица 12.
|
|
Клиент X |
Клиент Y |
|
Годовой прогноз спроса (число
копий) |
2000 |
6000 |
|
Время подготовки материала (часов
на копию) |
0.5 |
0.7 |
|
Средний размер партии (копий на
доклад) |
20 |
30 |
|
Время на перенастройку (часов) |
0.25 |
0.40 |
Решение:
M = ([D*p + (D/Q)*s]product 1 + [D*p + (D/Q)*s]product
2 + …+ [D*p + (D/Q)*s]product n )/(N [l - (C/100)]) =
([ 2000*(0.5) +
(2000/20)*(0.25)]клиент X+[6000*(0.7)+(6000/30)*(0.40)]клиент Y )/
[( 250 дней в год)*(1 смена
в день)*(8 часов в смену)*(1.0 – 15/100) ] = 5305/1700
= 3.12
Округление до следующего
целого числа дает четыре машины.
Шаг 2: Вычисление разницы между
требуемой и доступной производственной мощностью.
Для вычисления разницы
между требуемой и доступной производственной мощностью требуется корректная
мера производственной мощности. Осложнения возникают, когда в процессе
используется несколько операций и видов ресурсов. Например, в
начале 1970-ых, авиаперевозчики предположили, что авиалинии, имеющие
больше пассажирских мест, привлекают больше пассажиров. Они покупали большее количество гигантских
реактивных самолетов, но конкуренты, использующие самолеты меньших размеров,
оказались для большинства пассажиров более привлекательными. Правильной мерой
производственной мощности было число желающих улететь, а не число мест. Таким
образом, несколько авиалиний должны были найти правильную пропорцию между
самолетами маленькой и большой вместимости,
дополнительно покупая меньшие самолеты и прекращая использование
некоторых гигантских реактивных самолетов. Расширение производственной мощности
некоторых операций может увеличивать общую производственную мощность. Однако, если есть узкие места, производственная мощность может
быть расширена только, если будет расширена производственная мощность операции
узкого места.
Пример.
Grandmother's Chicken Restaurant испытывает бум в бизнесе. Владелец предполагает в этом году обслужить 80,000
посетителей. Хотя кухня работает на 100 процентов производственной мощности,
обеденный зал может пропускать до 105,000 обедающий в год. Прогнозы спроса на
следующие пять лет такие:
Год 1: 90,000 посетителей
Год 2: 100,000 посетителей
Год 3: 110,000 посетителей
Год 4: 120,000 посетителей
Год 5: 130,000 посетителей
Какова разница между
требуемой и доступной производственной мощностью для кухни и обеденного зала
через 5 лет?
Решение:
Кухня в настоящее время -
узкое место в производственной мощности 80,000 посетителей в год. На основании
прогноза спроса, разница между требуемой и доступной производственной мощностью
для кухни составит:
Год 1: 90,000 - 80,000 =
10,000
Год 2: 100,000 - 80,000 =
20,000
Год 3: 110,000 - 80,000 =
30,000
Год 4: 120,000 - 80,000 =
40,000
Год 5: 130,000 - 80,000 =
50,000
До года 3 производственная
мощность обеденного зала (105,000) больше, чем спрос. Начиная с года 3 и далее,
имеется разница между требуемой и доступной производственной мощностью для
обеденного зала:
Год 3: 110,000 - 105,000 =
5000
Год 4: 120,000 - 105,000 =
15,000
Год 5: 130,000 - 105,000 =
25,000
Шаг 3: Составление вариантов планов
ликвидации разрыва.
На этом шаге необходимо
сформировать альтернативные планы ликвидации разрыва в производственных
мощностях. Один из возможных вариантов - ничего не делать (“вариант
Шаг 4: Оценка альтернатив.
На этом заключительном шаге
менеджер количественно и качественно оценивает каждую альтернативу.
Качественная оценка. Менеджер должен оценить, как каждая альтернатива
соответствует общей стратегии производственной мощности и другим аспектам
бизнеса, не охваченным финансовым анализом. Может существовать некоторая
неуверенность относительно спроса, реакции конкурентов, технологических
изменений и стоимостных оценок. Некоторые из этих факторов не могут быть
определены количественно и должны быть оценены на основе рассуждений и опыта.
Другие могут быть определены количественно, и менеджер может анализировать
каждую альтернативу, используя различные
предположения относительно будущего. Один набор предположений мог бы
представлять самый плохой случай, где спрос - меньше, конкуренция - больше,
стоимость монтажных работ выше ожидаемой. Другой набор предположений мог бы представлять
наиболее оптимистическое представление будущего. Этот вариант анализа типа
"а что, если" позволяет менеджеру получить идеи относительно значений
каждой альтернативы перед заключительным выбором.
Количественная
оценка. Количественно менеджер
оценивает денежные потоки для каждой альтернативы на прогнозируемый отрезок
времени, и сравнивает их с вариантом, когда не делается ничего («вариант 0»).
Денежный поток – это разница между доходами и расходами организации в течение
конкретного периода времени, которая измеряется в активах и пассивах. Менеджер
заинтересован здесь только в вычислении денежных потоков, относящихся к
проекту.
Пример.
Одна из альтернатив для Grandmother's Chicken Restaurant - в расширении и кухни, и обеденного зала, для
обеспечения их производственной мощности до 130,000 посетителей в год.
Начальный размер инвестиций в 200,000 долларов делается в конце этого года (год
0). Средняя стоимость заказа оценена в 10 долларов, и до удержания налога
разница между себестоимостью и продажной ценой - 20 процентов. Уровень в 20 процентов получен определением, что из каждых 10 долларов
заказа 6 долларов - переменные затраты, а 2 доллара - постоянные затраты.
Остаток в 2 доллара идет на прибыль до вычета налогов.
Какой денежный поток до
вычета налогов от этого проекта в течение следующих пяти лет по сравнению с
«вариантом 0»?
Решение:
С новой производственной
мощностью 130,000 посетителей в год денежный поток равнялся бы числу
дополнительно обслуженных посетителей, умноженных на прибыль в 2 доллара на
посетителя. В году 0, единственный поток наличности - $200,000 для начальной
инвестиции. В году 1 будет обслужено 90,000 посетителей, так что прирост
денежного потока - (90,000 - 80,000)*(2) = 20,000 долларов. В течение
последующих лет результаты такие:
Год 2: Посетителей =
100,000; денежный поток = (100,000 - 80,000)*2 = $40,000.
Год 3: Посетителей =
110,000; денежный поток = (110,000 - 80,000)*2 = $60,000
Год 4: Посетителей =
120,000; денежный поток = (120,000 - 80,000)*2 = $80,000
Год 5: Посетителей =
130,000; денежный поток = (130,000 - 80,000)*2 = $100,000
Так как владелец оценивает
альтернативу, которая обеспечивает достаточную производственную мощность, чтобы
полностью удовлетворить спрос через пять лет, число дополнительно обслуживаемых
посетителей идентично соответствующему разрыву производственной мощности из
примера. Это было бы не так, если бы новая производственная мощность была
меньше, чем ожидаемый спрос в любом году. В том случае пришлось бы вычесть
производственную мощность ”варианта
Перед завершением оценки
этой альтернативы производственной мощности владелец должен исследовать
качественные факторы. Например, домашняя атмосфера, которую имел ресторан,
может быть потеряна с его расширением.
Резюме.
Операционный менеджер
планирует наращивание, использование и распределение производственных
мощностей.
Планирование
производственных мощностей очень важно в достижении долгосрочного успеха
организации, так как оно имеет дело с вложениями средств в новые
производственные мощности и оборудование.
Производственные
мощности могут быть измерены одним из двух способов: объемом выпускаемой
продукция или объемом используемых исходных материалов. Измерение производственных мощностей объемом выпускаемой продукции - выбор
фирм, использующих продукто-ориентированную
стратегию. Измерение производственных мощностей объемом используемых ресурсов
- выбор фирм, использующих процессо-ориентированную
стратегию.
Работа на уровне проектной
(пиковой) мощности в реальной практике используется редко. Максимальный уровень
производства при нормальных условиях называется эффективной мощностью. Операция
с минимальной эффективной мощностью называется узким местом и ограничивает
мощность всего производства.
Тремя стратегиями
планирования мощности являются экспансионистская, wait-and-see и follow-the-leader.
Стратегия выбора
производственной мощности должна быть согласована с другими операционными
решениями.
Задания для самоконтроля:
Шон Аллен работает менеджером по монтажу оборудования в
университете Midwest. Расположенный на
500-акровом участке земли на окраине Сент-Луиса (штат Миссури), университет Midwest является домом 15 000 студентов. Аллен отвечает
за монтаж всего физического оборудования в кампусе, состоящем из 60 зданий.
Сюда входят общежития, учебные здания, административные и офисные здания, два
стадиона и баскетбольная арена. Выполняя свои обязанности, Аллен большим,
разнообразным рабочим коллективом, который традиционно разделяется по рабочим
умениям на электриков, плотников, водопроводчиков, маляров, специалистов по
отоплению и воздушному кондиционированию, каменщиков и так далее. Аллен также
отвечает за работу обслуживающего персонала на каждом типе оборудования.
Повторяющимся кошмаром для
Аллена является невозможность быстро отреагировать на заявки по монтажу
оборудования. Обзор данных показал, что время отклика от 5 до 10 дней не
является чем-то необычным. Это никуда не годилось.
Аллен попытался применить все
знания, полученные на серии семинаров по непрерывному совершенствованию, к
идентификации проблемы, сбору и анализу данных, и решению проблемы. Вскоре он
обнаружил, что 85 процентов заявок требуют менее часа на их выполнение. Более
того, почти 40 процентов заявок были по регламентному обслуживанию таких
элементов, как засоренные трубы, перегоревшие лампочки и незакрепленные вешалки
для полотенец. Его анализ привел его к выводу, что главной причиной задержек в
выполнении заявок является неэффективная организационная структура.
Персонал по монтажу
оборудования был разбит на бригады и размещался в своем центральном офисе. При
получении заявки Аллен пытался установить ее приоритет и назначить конкретную
бригаду по ее выполнению. Работа по составлению графика работ была достаточно
сложна. Требовалось принимать во внимание важность работ и место их выполнения.
Персонал монтажных бригад тратил значительную часть времени на перемещения по
кампусу, переходя от одной работы к другой. Аллен также обнаружил, что не все
работы при этом завершались, так как часто требовалось использование нескольких
специализированных бригад. Например, монтаж полок для книг в общежитии требовал
участия не только столяра, но и маляра. Расписание работы для каждой бригады
составлялось отдельно.
В результате раздумий Аллен
вновь вернулся к тому, что он изучал на занятиях по непрерывному
совершенствованию. «Быть ближе к потребителю», создавать межфункциональные
команды – эта деятельность фокусируются на процессе, а не на его результате.
Ответом могла быть новая структура с расширенной ответственностью. Главными
вопросами были: «Какая разновидность стриктуры должна быть выбрана?» и «Как
минимизировать время передвижения по кампусу и более эффективно использовать
умения рабочих?».
Наконец, были сделаны
выводы из реализации. После того как он создал новую организационную структуру
и установил новый уровень ответственности за выполняемую работу, как он должен
привлечь к этим изменениям персонал по монтажу оборудования? В голове Аллена
засела одна фраза: «Вы получите все, с чем справитесь». В дополнение ко всему,
любая реорганизация означает изменение расчетов объемов и характера работ.
Ответьте на вопросы:
1. Как бы Вы реструктурировали подразделение по монтажу
оборудования в этом университете?
2. Что может сделать Шон Аллен
для смягчения проблемы излишних перемещений бригад по кампусу?
3. Если Аллен перепроектирует рабочую ответственность,
как он может вычислить новые нормы выполнения? Что должно быть единицей
измерения? Как он может поощрять работников?
Глоссарий
Измерение работы - процесс
создания трудовых стандартов, основанных на суждении квалифицированных
наблюдателей.
Норма выработки - время,
требуемое обученному работнику для выполнения работы по заданной технологии с
нормальной интенсивностью ее выполнения.
Производственная мощность - максимально
возможный объем выпуска продукции.
Проектная производственная мощность - максимальная
производительность, которую процесс или цех может достигать при идеальных
условиях.
Реальная производственная мощность - максимальная
производственная мощность, которую процесс или фирма может выдержать при
нормальных условиях.
Узкое место - операция,
которая имеет самую низкую реальную производственную мощность и таким образом
ограничивает производительность системы.